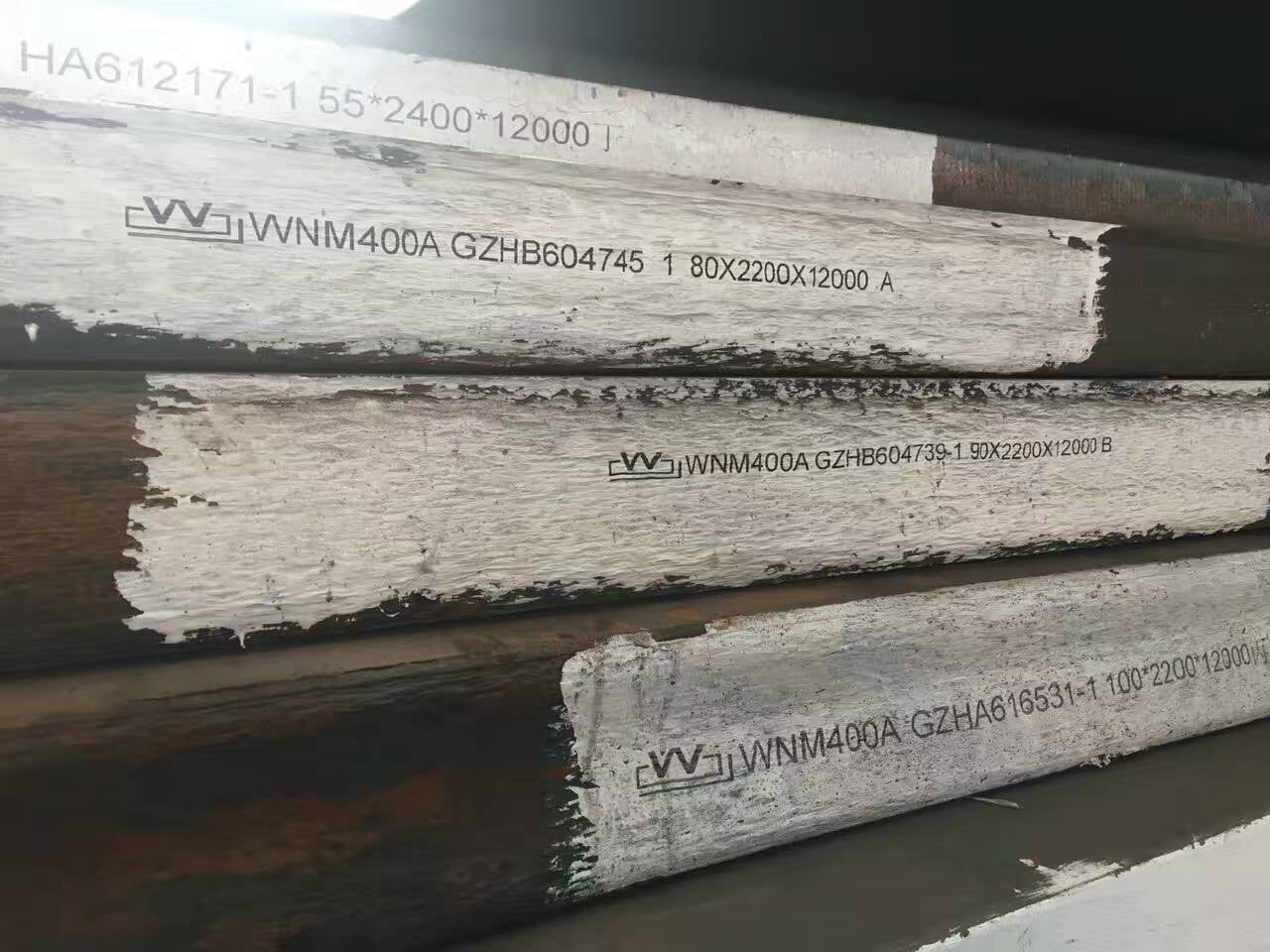
WNM400(NM400) is a high-grade quenched and tempered wear-resistant steel plate produced by WuSteel; its grade is higher than WNM360.
WNM400Uses: Mainly used for structural steel plates used in the processing and manufacturing of wear-resistant and vulnerable parts for mines, coal mines, environmental protection, ventilation equipment, dump trucks and various construction machinery.
Grade representation method: The steel plate grade is composed of four parts representing the manufacturer, use, hardness and quality grade in order, for example: WNM400A, WNM400B, etc.
Symbol: W—–represents the first letter of the Chinese pinyin of “Wu” of WuSteel;
NM —-The first letter of the Chinese pinyin of the characters “Nai” and “M” for wear-resistant purposes;
A and B–respectively quality grades, meanwhile, A represents that the steel plate is not impacted, and B represents that the steel plate is impacted at 20 degrees normal temperature;
The steel plate adopts straight edge rolling, the head and tail are cut, and the two longitudinal sides are not cut, and the trimming margin is controlled according to the normal trimming plate.
The remaining size, shape, weight and allowable deviation of the steel plate shall comply with GB/T709.
The chemical composition of WNM400 (melting analysis) meets the requirements of the following table:
WNM400 Wear Resistant Steel Plate
WNM400 Chemical Composition:
Grade
C
Si
Mn
P
S
Mo
Cr
Ni
B
A
≤0.25
≤0.70
≤1.60
≤0.025
≤0.010
≤0.50
≤1.40
≤0.004
B
≤0.25
≤0.70
≤1.60
≤0.025
≤0.010
≤0.50
≤1.00
≤1.00
≤0.004
Note: It is permissible to add microalloy strengthening elements to steel plates, such as Nb, V, Ti, etc.
Smelting method: electric furnace + refining outside the furnace.
Delivery status: quenching + tempering.
Mechanical properties:
The mechanical properties meet the requirements of the following table:
grade
Hardness (HBW)
20°CAKV longitudinal J
A
350~400
provide
B
350~400
≥21
The surface quality of the steel plate meets the requirements of GB3274.
The inspection items, number of samples, sampling methods and test methods of each batch of steel plates shall meet the requirements of the following table:
Serial number
Test items
Number of samples
Sampling method
experiment method
1
Stretch
1
GB/T2975
GB/T228
2
Shock
3
GB/T2975
GB/T229
3
Bending test
1
GB/T2975
GB/T232
4
hardness
1
GB/T2975
GB/T231
Brinell hardness (HBW) inspection, according to the national standard GB/T231, the surface of the steel plate is milled off 1.0-2.2 mm, and then the hardness is tested on this surface.
The packaging, marking and quality certificate of the steel plate shall meet the requirements of GB/T247.
Comparison of WNM400 wear-resistant steel plate and imported steel:
Construction machinery, mining machinery, coal mining machinery, environmental protection machinery, metallurgical machinery and other manufacturing companies WuSteel cooperate in the production of excavators, loaders, bulldozers, bucket plates, blade plates, side blade plates, blades, crusher liners, and blade construction.
The project’s WNM400 is about 5000 tons. The prospects for exporting to the United States, Canada, Australia, India, and Europe are promising. More than 20,000 tons have been directly supplied to European customers.
WuSteel’s production technology is leading. The conventional specifications of WuSteel products have a thickness of 8-100mm, and most of them are 2000*8000 and 2200*8000.
Cutting method:
Cold cut
Cold cutting includes water jet cutting, shearing, sawing or abrasive cutting.
Advantages: cutting heat has little effect, preventing the hardness of the entire workpiece from decreasing, and reducing the deformation of the cutting workpiece.
Disadvantages: high cost, only thin plates can be cut, and the cutting speed is slow.
Thermal cutting
Thermal cutting includes oxygen fuel flame cutting (hereinafter referred to as “flame cutting”), isoparticle cutting and laser cutting.
Advantages: cutting cost is low, processing equipment is available everywhere, it can cut thick plates, and the cutting speed is fast.
Disadvantages: easy to reduce the hardness of the steel plate and cause cracks.
Precautions for flame cuttin
Low speed cutting
One of the ways to avoid cutting cracks, if the whole board cannot be preheated, partial preheating can also be used instead. Use low-speed cutting to prevent cutting cracks, and its reliability is not as good as preheating. I suggest preheating the cutting tape (around or straight line of the workpiece) with flame gun cavitation several times before cutting, and the preheating temperature should reach 100℃. If the cutting equipment is double guns or multiple guns, the front flame gun can be used to raise the height for preheating, and the back flame gun can cut, which can also achieve the purpose of preheating cutting.
Slowly cool after cutting
Regardless of whether the cut piece is preheated or not, the slow cooling of the steel plate after cutting will effectively reduce the risk of cracks after cutting. If the workpiece is stacked with warm after cutting and covered with a heat insulation blanket, slow cooling can also be achieved, and slow cooling requires cooling to room temperature.
Heating after cutting
For the cutting of wear-resistant plates, heating ( tempering at low temperature ) immediately after cutting can also be an effective method and measure to prevent cutting cracks. After the steel plate is cut, the low temperature tempering treatment can effectively eliminate the residual internal stress of the cutting.
For the method of heating the steel plate after cutting, the heating method of flame gun burning, electronic heating blanket and heating furnace can also be used for heating after cutting.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.