Dillidur 400 Pengenalan Plat Keluli Tahan Haus
Dillidur 400 ialah plat keluli tahan haus bekas kilang dengan kekerasan nominal sehingga 400 HBW.
Dillidur 400 disyorkan untuk digunakan dalam persekitaran haus tinggi di mana kebolehmesinan yang baik, terutamanya kebolehkimpalan yang baik, diperlukan.
Contoh aplikasi: jentera pengalih tanah, jentera pemuatan, kapal korek, pelombong terbalik, peralatan pengangkutan, lori pembuangan, bilah, penghancur pemotong, peralatan rawatan sisa dan pemulihan, dsb.
DILLIDUR 400 Penerangan
DILLIDUR 400 V ialah keluli tahan haus dengan kekerasan purata 400 HBW dalam keadaan penghantaran bekas kerja. Sifat mekanikalnya dicapai dengan pelindapkejutan.
DILLIDUR 400 V lebih disukai digunakan oleh pelanggan di mana rintangan haus yang tinggi diperlukan bersama-sama dengan kebolehkerjaan yang baik dan terutamanya kebolehkimpalan yang baik.
Contoh aplikasi: mesin pengalih dan pemuatan tanah, kapal korek, kereta skip, loji penghantar, lori, mata pemotong, pisau dan pemutus, loji penghapusan sisa dan kitar semula.
Penerangan produk
Dillidur 400 Julat permohonan
DILLIDUR 400 V boleh dihantar dalam ketebalan dari 6 mm (¼ inci) hingga 150 mm (6 inci), mengikut program dimensi. Dimensi lain mungkin boleh dibuat atas permintaan.
Komposisi kimia
Untuk analisis senduk, nilai had berikut dalam % adalah terpakai:
| C | Dan | Mn | P | S |
| ≤ 0.20 | ≤ 0.50 | ≤ 1.80 | ≤ 0.025 | ≤ 0.010 |
Bergantung pada ketebalan, unsur mengaloi berikut digunakan secara tunggal atau dalam kombinasi untuk mengawal pengerasan penuh:
| Mo | Dalam | Cr | V | Nb | B |
| ≤ 0.50 | ≤ 0.80 | ≤ 1.50 | ≤ 0.08 | ≤ 0.05 | ≤ 0.005 |
Keluli dibunuh sepenuhnya dan dirawat dengan butiran halus.
Nilai indikatif untuk setara karbon:
| Ketebalan plat [mm] | 10 | 25 | 40 | 80 | 120 |
| CEV 1) | 0.37 | 0.46 | 0.51 | 0.61 | 0.64 |
| CET 2) | 0.28 | 0.31 | 0.33 | 0.35 | 0.36 |
Keadaan penghantaran
Air terkawal dipadamkan.
1) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
2) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40
Sifat mekanikal dalam keadaan penghantaran
Kekerasan
Kekerasan pada suhu bilik: 370 – 430 HBW
Ujian tegangan pada spesimen melintang pada suhu bilik (nilai petunjuk untuk ketebalan plat 20 mm (0.8 in.))
Kekuatan tegangan 1200 MPa (175 ksi)
Titik hasil 800 MPa (116 ksi)
Pemanjangan 12 % (lo = 5.65√Jadi)
Walaupun sifat tegangannya yang tinggi, keluli DILLIDUR tidak bertujuan untuk komponen yang berkaitan dengan keselamatan. Untuk tujuan ini keluli kekuatan tinggi DILLIMAX boleh didapati.
Ujian hentaman Charpy-V pada spesimen membujur (nilai indikatif untuk ketebalan plat 20 mm (0.8 in.))
Keliatan 30 J pada -40 °C (-40 °F)
Menguji
Kekerasan permukaan Brinell diuji sekali setiap haba dan 40 t.
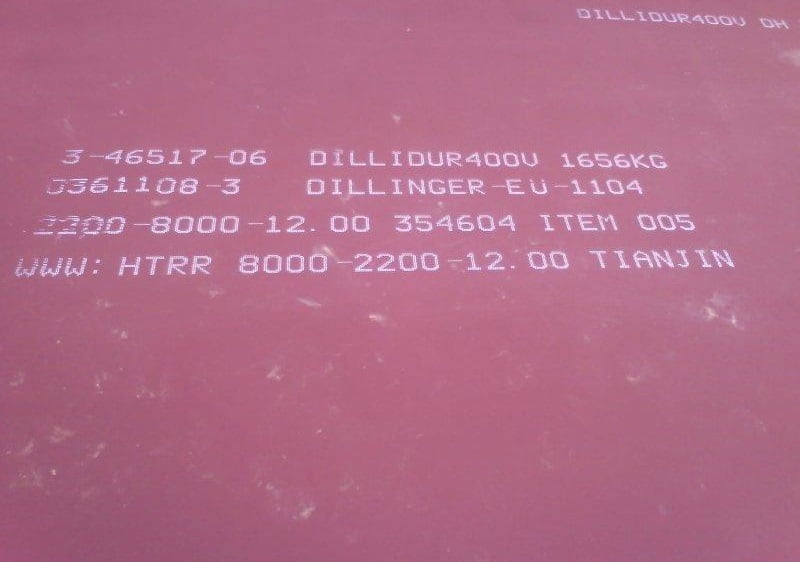
Pengenalpastian plat
Melainkan dipersetujui sebaliknya, penandaan dilakukan melalui setem keluli dengan sekurang-kurangnya maklumat berikut:
- gred keluli (DILLIDUR 400 V)
- nombor haba
- nombor plat ibu dan plat individu
- simbol pengeluar
- tanda pemeriksa
Dillidur 400 Pemprosesan
Keseluruhan teknik pemprosesan dan penggunaan adalah penting untuk kebolehpercayaan produk yang diperbuat daripada keluli ini. Pengguna harus memastikan reka bentuk, pembinaan dan kaedah pemprosesannya sejajar dengan bahan, sesuai dengan teknologi terkini yang perlu dipatuhi oleh fabrikasi dan sesuai untuk kegunaan yang dimaksudkan. Pelanggan bertanggungjawab untuk pemilihan bahan. Pengesyoran mengikut EN 1011-2 (Kimpalan) dan CEN/TR 10347 (Pembentukan) serta pengesyoran berkenaan keselamatan kerja mengikut peraturan negara harus dipatuhi sambil mempertimbangkan kekuatan dan kebolehkerasan yang lebih tinggi.
Dillidur 400 Pembentukan sejuk
DILLIDUR 400 V boleh dibentuk sejuk dengan membongkok walaupun kekerasan dan kekuatannya tinggi. Perlu diberi perhatian kepada fakta bahawa dengan peningkatan kekuatan hasil, daya yang diperlukan untuk operasi pembentukan juga berkembang, walaupun ketebalan plat kekal tidak berubah. Spring-back juga meningkat. Untuk mengelakkan risiko keretakan dari tepi, api yang dipotong atau digunting tepi hendaklah dikisar di kawasan yang akan dibentuk sejuk. Ia juga dinasihatkan untuk membulatkan tepi plat sedikit di bahagian luar selekoh yang mengalami tekanan tegangan semasa lenturan.
Semasa pemprosesan, langkah-langkah keselamatan yang perlu perlu diambil, supaya tiada siapa yang akan terdedah kepada bahaya oleh kemungkinan keretakan bahan kerja semasa proses pembentukan.
Geometri berikut biasanya boleh dicapai dengan pembentukan sejuk tanpa pembentukan kecacatan permukaan (di mana t ialah ketebalan plat):
| Jejari lenturan minimum | Minimum pembukaan | |
| Arah melintang | 3 t | 10 t |
| Arah membujur | 4 t | 12 t |
Dillidur 400 Pembentukan panas
DILLIDUR 400 V memperoleh kekerasannya dengan penyejukan dipercepatkan daripada suhu austenitizing. Selepas pembentukan panas, kekerasan yang sama hanya boleh diperoleh jika keluli dipadamkan semula selepas terbentuk. Adalah dijangkakan bahawa kekerasan yang dicapai melalui rawatan sedemikian berbeza daripada yang diukur dalam keadaan penghantaran, kerana kapasiti penyejukan yang tersedia semasa pembuatan plat berbeza daripada yang tersedia di kerja-kerja fabrikasi.
Keluli boleh dipanaskan kepada kira-kira 250 °C (482 °F) tanpa penurunan kekerasan yang ketara.
Dillidur 400 Pemotongan api dan kimpalan
Untuk pemotongan api, suhu minimum berikut perlu dipatuhi: 75 °C (170 °F) untuk ketebalan plat dari 30 hingga 50 mm, 100 °C (212 °F) untuk ketebalan plat dari 50 hingga 100 mm dan 150 °C (302 °F) untuk plat yang lebih tebal.
Untuk kimpalan arka manual, rod bersalut asas yang mempunyai baki lembapan yang sangat rendah harus digunakan (jika perlu, pengeringan mengikut arahan pengilang hendaklah dijalankan). Di samping itu, cadangan berikut perlu dipertimbangkan:
- sehingga ketebalan 20 mm (0.8 in.) keluli biasanya boleh dikimpal punggung tanpa pemanasan awal.
- Untuk maklumat lanjut tentang pemanasan awal DILLIDUR 400 V, sila rujuk maklumat teknikal kami "KONSEP MEMERANGI KEHAUSAN DAN KOYAK - DILLIDUR". Pemanasan awal melebihi 250 °C (482 °F) bagaimanapun mesti dielakkan, kerana ia boleh menghasilkan pengurangan kekerasan dalam bahan asas secara tempatan (lihat rajah).
- Logam kimpalan dengan kekuatan hasil yang rendah lebih disukai untuk hantaran tack, root dan filler. Jika kimpalan terdedah kepada haus, hanya pas akhir perlu dikimpal dengan bahan habis guna menghasilkan kekerasan yang sepadan dengan plat induk.
Dillidur 400 Rawatan haba
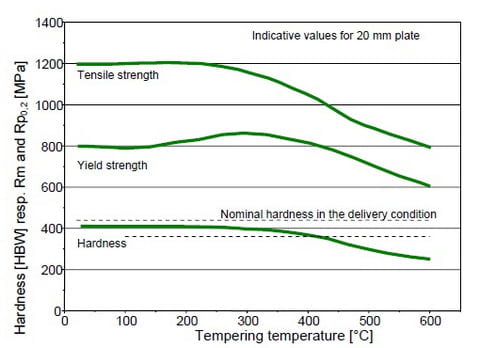 Rajah berikut menunjukkan perubahan umum dalam nilai kekerasan atau kekuatan mengikut suhu rawatan haba:
Rajah berikut menunjukkan perubahan umum dalam nilai kekerasan atau kekuatan mengikut suhu rawatan haba:
Dillidur 400 Pemesinan
DILLIDUR 400 V boleh dimesin dengan gerudi HSS dan terutamanya dengan gerudi HSS-Co-alloyed dengan hayat perkhidmatan yang memuaskan jika pendahuluan gerudi dan kelajuan pemotongan ditampung secara sepadan.
Keperluan penghantaran teknikal am
Melainkan dipersetujui sebaliknya, keperluan teknikal am menurut EN 10021 adalah terpakai.
Toleransi
Melainkan dipersetujui sebaliknya, toleransi adalah mengikut EN 10029, dengan kelas A untuk ketebalan.
Kualiti permukaan
Melainkan dipersetujui sebaliknya, peruntukan mengikut EN 10163-2, kelas A2 adalah terpakai.
Nota am
Jika keperluan tertentu dituntut dan tidak diliputi dalam helaian data ini, sila hubungi kami dengan spesifikasi untuk semakan dan persetujuan kami sebelum membuat pesanan. Maklumat dalam helaian data ini ialah penerangan produk. Helaian data ini dikemas kini mengikut keperluan semasa.
Untuk maklumat lanjut mengenai penggunaan dan pemprosesan DILLIDUR 400 V, sila rujuk maklumat teknikal kami "KONSEP MEMERANGI KEHASANAN DAN KOYAK - DILLIDUR".