Pengenalan Pelat Baja Tahan Aus Dillidur 400
Dillidur 400 merupakan pelat baja tahan aus bekas pabrik dengan kekerasan nominal hingga 400 HBW.
Dillidur 400 direkomendasikan untuk digunakan di lingkungan dengan keausan tinggi yang memerlukan kemampuan mesin yang baik, terutama kemampuan las yang baik.
Contoh aplikasi: mesin pemindah tanah, mesin pemuatan, kapal keruk, penambang terbalik, peralatan pengangkut, truk sampah, pisau, penghancur pemotong, peralatan pengolahan dan pemulihan limbah, dll.
Deskripsi DILLIDUR 400
DILLIDUR 400 V merupakan baja tahan aus dengan kekerasan rata-rata 400 HBW dalam kondisi pengiriman ex works. Sifat mekaniknya dicapai dengan pendinginan.
DILLIDUR 400 V lebih disukai digunakan oleh pelanggan yang memerlukan peningkatan ketahanan terhadap keausan serta kemampuan kerja yang baik dan terutama kemampuan las yang baik.
Contoh penerapannya: mesin pemindah dan pemuatan tanah, kapal keruk, mobil lompat, pabrik pengangkut, truk, cutting edge, pisau dan pemutus, pabrik pembuangan limbah dan daur ulang.
Deskripsi Produk
Dillidur 400 Rentang aplikasi
DILLIDUR 400 V dapat dihasilkan dengan ketebalan mulai dari 6 mm (¼ in.) hingga 150 mm (6 in.), sesuai dengan program dimensi. Dimensi lain dapat dilakukan berdasarkan permintaan.
Komposisi kimia
Untuk analisis sendok, nilai batas berikut dalam % dapat diterapkan:
| C | Dan | M N | P | S |
| ≤ 0,20 | ≤ 0,50 | ≤ 1,80 | ≤ 0,025 | ≤ 0,010 |
Tergantung pada ketebalannya, elemen paduan berikut digunakan secara tunggal atau kombinasi untuk mengontrol pengerasan penuh:
| Mo | Ni | Cr | V | Nb | B |
| ≤ 0,50 | ≤ 0,80 | ≤ 1,50 | ≤ 0,08 | ≤ 0,05 | ≤ 0,005 |
Baja tersebut dibunuh sepenuhnya dan diolah dengan butiran halus.
Nilai indikatif untuk setara karbon:
| Ketebalan pelat [mm] | 10 | 25 | 40 | 80 | 120 |
| CEV 1) | 0.37 | 0.46 | 0.51 | 0.61 | 0.64 |
| INI 2) | 0.28 | 0.31 | 0.33 | 0.35 | 0.36 |
Kondisi pengiriman
Air yang terkontrol padam.
1) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
2) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40
Sifat mekanik dalam kondisi pengiriman
Kekerasan
Kekerasan pada suhu kamar: 370 – 430 HBW
Pengujian tarik pada benda uji melintang pada suhu kamar (nilai indikatif untuk ketebalan pelat 20 mm (0,8 in.))
Kekuatan tarik 1200 MPa (175 ksi)
Titik hasil 800 MPa (116 ksi)
Perpanjangan 12 % (lo = 5,65√So)
Meskipun memiliki sifat tarik yang tinggi, baja DILLIDUR tidak ditujukan untuk komponen yang berkaitan dengan keselamatan. Untuk keperluan ini tersedia baja berkekuatan tinggi DILLIMAX.
Uji tumbukan Charpy-V pada spesimen memanjang (nilai indikatif untuk ketebalan pelat 20 mm (0,8 in.))
Ketangguhan 30 J pada -40 °C (-40 °F)
Pengujian
Kekerasan permukaan Brinell diuji satu kali per panas dan 40 t.
Identifikasi pelat
Kecuali disepakati lain, penandaan dilakukan melalui stempel baja dengan sekurang-kurangnya informasi berikut:
- kelas baja (DILLIDUR 400 V)
- nomor panas
- nomor pelat induk dan pelat individu
- simbol pabrikan
- tanda inspektur
Pemrosesan Dillidur 400
Seluruh teknik pemrosesan dan penerapan sangat penting bagi keandalan produk yang terbuat dari baja ini. Pengguna harus memastikan bahwa desain, konstruksi, dan metode pemrosesannya selaras dengan material, sesuai dengan kecanggihan yang harus dipatuhi oleh pabrikan, dan sesuai untuk tujuan penggunaan. Pelanggan bertanggung jawab atas pemilihan bahan. Rekomendasi sesuai dengan EN 1011-2 (Pengelasan) dan CEN/TR 10347 (Pembentukan) serta rekomendasi mengenai keselamatan kerja sesuai dengan peraturan nasional harus dipatuhi dengan mempertimbangkan kekuatan dan kemampuan pengerasan yang lebih tinggi.
Dilidur 400 Pembentukan dingin
DILLIDUR 400 V dapat dibentuk dingin dengan cara ditekuk meskipun memiliki kekerasan dan kekuatan yang tinggi. Perlu diperhatikan fakta bahwa dengan meningkatnya kekuatan luluh, gaya yang diperlukan untuk operasi pembentukan juga meningkat, meskipun ketebalan pelat tetap tidak berubah. Spring-back juga meningkat. Untuk menghindari risiko retak pada bagian tepinya, bagian tepi yang terpotong atau tercukur harus digerinda pada area yang akan dibentuk dingin. Dianjurkan juga untuk sedikit membulatkan tepi pelat di bagian luar tikungan yang mengalami tegangan tarik selama pembengkokan.
Selama pemrosesan, langkah-langkah keselamatan yang diperlukan harus diambil, sehingga tidak ada orang yang terkena bahaya kemungkinan patahnya benda kerja selama proses pembentukan.
Geometri berikut biasanya dapat dicapai dengan pembentukan dingin tanpa pembentukan cacat permukaan (di mana t adalah ketebalan pelat):
| Radius lentur minimum | Pembukaan cetakan minimum | |
| Arah melintang | 3 ton | 10 ton |
| Arah memanjang | 4 ton | 12 ton |
Dilidur 400 Pembentukan panas
DILLIDUR 400 V memperoleh kekerasannya dengan mempercepat pendinginan dari suhu austenitisasi. Setelah pembentukan panas, kekerasan yang sama hanya dapat diperoleh jika baja dipadamkan kembali setelah pembentukan. Diharapkan bahwa kekerasan yang dicapai melalui perlakuan tersebut berbeda dari yang diukur pada kondisi pengiriman, karena kapasitas pendinginan yang tersedia selama pembuatan pelat berbeda dari yang tersedia di pabrik fabrikator.
Baja dapat dipanaskan hingga sekitar 250 °C (482 °F) tanpa penurunan kekerasan yang berarti.
Dillidur 400 Pemotongan dan pengelasan api
Untuk pemotongan dengan api, suhu minimum berikut harus diperhatikan: 75 °C (170 °F) untuk ketebalan pelat dari 30 hingga 50 mm, 100 °C (212 °F) untuk ketebalan pelat dari 50 hingga 100 mm, dan 150 °C (302 °F) untuk pelat yang lebih tebal.
Untuk pengelasan busur manual, batang berlapis dasar yang memiliki sisa kelembaban sangat rendah harus digunakan (jika perlu, pengeringan sesuai dengan instruksi pabrik harus dilakukan). Selain itu, rekomendasi berikut harus dipertimbangkan:
- hingga ketebalan 20 mm (0,8 in.), baja biasanya dapat dilas butt tanpa pemanasan awal.
- Untuk informasi lebih lanjut tentang pemanasan awal DILLIDUR 400 V, silakan merujuk ke informasi teknis kami “KONSEP UNTUK MENGATASI KEAUSAN – DILLIDUR”. Namun pemanasan awal di atas 250 °C (482 °F) harus dihindari, karena dapat menyebabkan penurunan kekerasan pada bahan dasar secara lokal (lihat diagram).
- Logam las dengan kekuatan luluh rendah lebih disukai untuk lintasan paku, akar, dan pengisi. Jika las terkena keausan, hanya lintasan akhir yang harus dilas dengan bahan habis pakai yang menghasilkan kekerasan yang sesuai dengan pelat induk.
Dillidur 400 Perlakuan panas
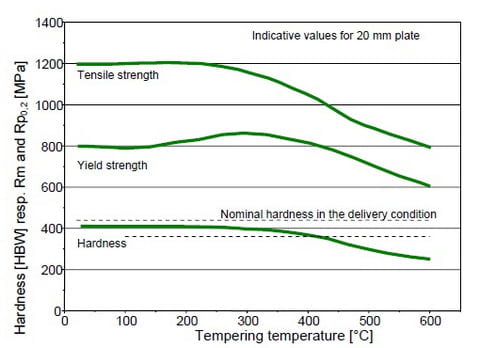 Diagram berikut menunjukkan perubahan umum nilai kekerasan atau kekuatan sesuai dengan suhu perlakuan panas:
Diagram berikut menunjukkan perubahan umum nilai kekerasan atau kekuatan sesuai dengan suhu perlakuan panas:
Pemesinan Dillidur 400
DILLIDUR 400 V dapat dikerjakan dengan bor HSS dan terutama dengan bor HSS-Co-alloyed dengan masa pakai yang memuaskan jika kecepatan bor dan kecepatan potong dapat diakomodasi dengan tepat.
Persyaratan pengiriman teknis umum
Kecuali disepakati lain, persyaratan teknis umum sesuai dengan EN 10021 berlaku.
Toleransi
Kecuali disepakati lain, toleransinya sesuai dengan EN 10029, dengan kelas A untuk ketebalan.
Kualitas permukaan
Kecuali disepakati lain, ketentuan sesuai dengan EN 10163-2, kelas A2 berlaku.
Catatan umum
Jika persyaratan tertentu diminta dan tidak tercakup dalam lembar data ini, silakan hubungi kami dengan spesifikasi untuk peninjauan dan persetujuan kami sebelum memesan. Informasi dalam lembar data ini adalah deskripsi produk. Lembar data ini diperbarui sesuai permintaan.
Untuk informasi lebih lanjut tentang penerapan dan pemrosesan DILLIDUR 400 V, silakan merujuk ke informasi teknis kami “KONSEP UNTUK MENGATASI KEAUSAN – DILLIDUR”.