Dillimax 690 Pelat Baja Tahan Aus
- DILLIMAX 690 is a high strength quenched and tempered, fine grained structural steel with a minimum yield strength of 690 MPa (100 ksi)2) in its delivery condition (referring to the lowest thickness range). Its mechanical properties are achieved by water quenching followed by tempering.
- DILLIMAX 690 is preferentially used for welded steel structures within mechanical constructions, plant constructions and structural steel works, such as machines for structural engineering, conveying plants, hoists, cranes, flood gates, bridges and frameworks.
DILLIMAX 690 can be delivered in three qualities:
- Basic (B) with minimum impact values down to -20 °C (-4 °F)2) : DILLIMAX 690 B
Steel number 1.8931 – S690Q according to EN 10025-6 - Tough (T) with minimum impact values down to -40 °C (-40 °F)2) : DILLIMAX 690 T
Steel number 1.8928 – S690QL according to EN 10025-6 - Extra tough (E) with minimum impact values down to -60 °C (-76 °F)2) : DILLIMAX 690 E
Steel number 1.8988 – S690QL1 according to EN 10025-6, only up to a plate thickness of 200 mm
DILLIMAX 690 Wear Resistant Steel Plate
DILLIMAX 690 is a high strength quenched and tempered, fine grained structural steel with a minimum yield strength of 690 MPa (100 ksi)2) in its delivery condition (referring to the lowest thickness range).
Its mechanical properties are achieved by water quenching followed by tempering.
DILLIMAX 690 is preferentially used for welded steel structures within mechanical constructions, plant constructions and structural steel works, such as machines for structural engineering, conveying plants, hoists, cranes, flood gates, bridges and frameworks.
Deskripsi Produk
Penunjukan dan jangkauan aplikasi
DILLIMAX 690 can be delivered in three qualities:
- Dasar (B) with minimum impact values down to -20 °C (-4 °F)2) : DILLIMAX 690 B
Steel number 1.8931 – S690Q according to EN 10025-6 - Mengira) with minimum impact values down to -40 °C (-40 °F)2) : DILLIMAX 690 T
Steel number 1.8928 – S690QL according to EN 10025-6 - Sangat tangguh (E) with minimum impact values down to -60 °C (-76 °F)2) : DILLIMAX 690 E
Steel number 1.8988 – S690QL1 according to EN 10025-6, only up to a plate thickness of 200 mm
DILLIMAX 690 can be delivered as basic grade (B) or tough grade (T) in thicknesses from 6 to 250 mm (¼ to 10 in.)2), as extra tough grade (E) in thicknesses from 6 to 200 mm (¼ to 8 in.)2) according to the dimensional program.
Dimensions, which deviate from the usual dimensional program, may be possible on request.
DILLIMAX 690 fulfils the requirements of EN 10025-6.
DILLIMAX 690 Chemical composition
For the ladle analysis, the following limiting values in % are applicable :
| DILLIMAX 690 | C | Dan | M N | P | S | Cr | Ni | Mo | V+Nb | B | |
| B, T, E | t ≤ 200 mm | ≤ 0,20 | ≤ 0,50 | ≤ 1,60 | ≤ 0,020 | ≤ 0,010 | ≤ 1,50 | ≤ 1,80 | ≤ 0,60 | ≤ 0,10 | ≤ 0,004 |
| B, T | t > 200 mm | ≤ 0,18 | ≤ 2.60 | ≤ 0,70 | |||||||
Baja berbutir halus karena kandungan aluminium yang cukup.
CEV yang membatasi3) values are lower than the values given in EN 10025-6 :
| Plate thickness t [mm] (in.) a) | DILLIMAX690 max. CEV [%] | See EN 10025-6 max. CEV [%] |
| t ≤ 25 (1) | 00,50 | 0.65 |
| 25 (1) < t ≤ 50 (2) | 0.55 | 0.65 |
| 50 (2) < t ≤ 100 (4) | 0.67 | 0.77 |
| 100 (4) < t ≤ 150 (6) | 00,75 | 0.83 |
| 50 (6) < t ≤ 250 (10) | 0.78 | - |
a) The approximately converted values in brackets are for information only
Nilai setara karbon yang lebih rendah dapat disetujui berdasarkan permintaan.
1) The current version of this material data sheet can be also found on http://www.dillinger.de.
2) The approximately converted values in brackets are for information only.
3) CEV = C +Mn/6 +(Cr+Mo+V)/5 + (Cu+Ni)/15
DILLIMAX 690 Kondisi pengiriman
Air dipadamkan dan ditempa menurut EN 10025-6.
Sifat mekanik dan teknologi dalam kondisi pengiriman
Tensile test at ambient temperature – transverse test pieces –
| Ketebalan pelat | Daya tarik | Kekuatan luluh minimum | Perpanjangan minimum | ||
| t [mm] (masuk.) a) | RM [MPa] (ksi) a) | ReHb) [MPa] (ksi) a) | A5 [%] | A2 inci.c) [%] | |
| ≤ 65 (2.5) | 770 – 940 (112 – 136) | 690 (100) | 14 | 15 | |
| > 65 (2.5) | ≤ 100 (4) | 770 – 940 (112 – 136) | 670 (97) d) | ||
| > 100 (4) | ≤ 150 (6) | 720 – 900 (104 – 130) d) | 630 (91) d) | ||
| > 150 (6) | ≤ 200 (8) | 700 – 880 (102 – 128) d) | 610 (88) d) | ||
| > 200 (8) | ≤ 250 (10) | 690 – 870 (100 – 126) d) | 600 (87) d) | ||
a) The approximately converted values in brackets are for information only.
b) If not apparent, the yield strength Rp0.2 is measured instead.
c) Nilai-nilai ini berlaku jika diuji menurut ASTM A370.
d) Higher minimum values may be agreed on request. For Offshore applications special grades are available.
DILLIMAX 690 Impact test on Charpy-V-specimens
| DILLIMAX 690 | Arah spesimen | Impact energy Av [J] (ft.-lb.) a) pada suhu uji | |||
| 0 °C (32 °F) a) | -20 °C (-4 °F) a) | -40 °C(-40 °F) a) | -60 °C (-76 °F) a) | ||
| Dasar (B) | memanjang/melintang | 40/30 (30/22) | 30/27 (22/20) | - | - |
| Ketangguhan tinggi (T) | memanjang/melintang | 50/35 (37/26) | 40/30 (30/22) | 30/27 (22/20) | - |
| Sangat tangguh (E)b) | memanjang/melintang | 60/40 (44/30) | 50/35 (37/26) | 40/30 (30/22) | 30/27 (22/20) |
a) The approximately converted values in brackets are for information only.
b) The extra tough grade E according to this data sheet is only available up to a plate thickness of 200 mm. Enhanced impact energy requirements can be agreed upon request. For Offshore applications special grades are available.
The specified minimum value is the average of 3 tests. One individual value may be below the minimum average value specified, provided that it is not less than 70 % of that value. For plate thicknesses below 12 mm, the test can be carried out on Charpy-V test pieces with reduced width; the minimum width must be 5 mm. The minimum impact value will be decreased proportionally.
DILLIMAX 690 Testing
Tensile and impact tests will be performed according to EN 10025-6 once per heat and 40 t.
Tests on every heat treated plate may be possible on request. The test pieces are taken and prepared according to part 1 and 6 of EN 10025.
The tensile test is carried out on specimens of gauge length LHAI = 5,65⋅√SHAI respectively LHAI = 5⋅dHAI, in accordance with EN ISO 6892- 1. Tensile tests according to ASTM A370 may be agreed. The impact test will be carried out on Charpy-V-specimens in accordance with EN ISO 148-1 using a 2 mm striker. Unless otherwise agreed, the test will be performed at the lowest temperature of the corresponding quality on transverse test pieces.
Kecuali disepakati lain, hasil pengujian didokumentasikan dalam sertifikat inspeksi 3.1 sesuai dengan EN 10204.
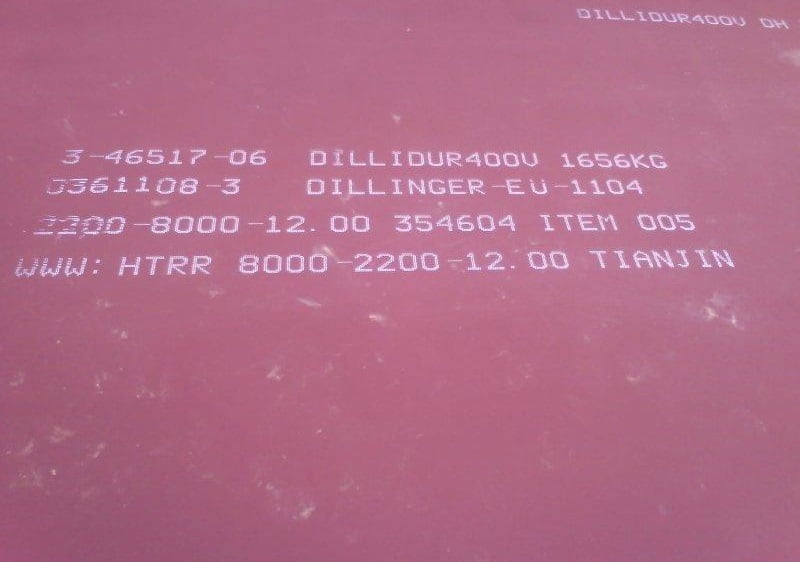
Identifikasi pelat
Kecuali jika diperjanjikan lain, penandaan dilakukan melalui stempel baja dengan sekurang-kurangnya keterangan sebagai berikut:
- steel grade (e.g. DILLIMAX 690 B, T or E)
- nomor panas
- nomor pelat induk dan pelat individu
- simbol pabrikan
- tanda perwakilan inspeksi resmi
Pengolahan
The entire processing and application techniques are of fundamental importance to the reliability of products made from this steel. The user should ensure that his design, construction and processing methods are aligned with the material, correspond to the state-of-the-art that the fabricator has to comply with and are suitable for the intended use. The customer is responsible for the selection of the material.
The recommendations of the EN 1011-2 (Welding) and CEN/TR 10347 (Forming) as well as recommendations regarding job safety in accordance with national rules should be observed.
DILLIMAX 690 Cold forming
Cold forming means forming below the maximum allowable stress relief temperature (560 °C/1040 °F)4).
DILLIMAX 690 can be cold formed with regard to its high yield strength. Flame cut or sheared edges in the bending area should be ground before cold forming. Cold forming is related to a hardening of the steel and to a decrease in toughness. Some codes may limit the maximum permissible strain during cold forming.
Depending on the relevant code this can result in the need of larger bending radiuses than indicated in the chart. For larger cold forming amounts we recommend you to consult the steel producer prior to ordering.
Selama pemrosesan, langkah-langkah keselamatan yang diperlukan harus diambil, sehingga tidak ada orang yang terkena bahaya kemungkinan patahnya benda kerja selama proses pembentukan.
Geometri berikut biasanya dapat dicapai dengan pembentukan dingin tanpa pembentukan cacat permukaan (di mana t adalah ketebalan pelat):
| Radius lentur minimum | Lebar cetakan minimum | |
| Arah melintang | 2 t | 7 ton |
| Arah memanjang | 3 ton | 9t |
DILLIMAX 690 Hot forming
If the temperature of 560 °C (1040 °F)4) is exceeded, the initial tempering will be altered so that the mechanical properties are affected.
To regain the initial properties new quenching and tempering become necessary. However, water quenching of a formed workpiece or component will often be less effective than the original quenching in the plate mill so that the fabricator may not be able to reestablish the properties required and therefore hot forming may not be suitable.
In this respect we recommend you to contact the steel producer prior to ordering, in all cases where hot forming is required.
Yang terakhir, merupakan tanggung jawab fabrikator untuk mendapatkan nilai baja yang dibutuhkan melalui perlakuan panas yang sesuai.
DILLIMAX 690 Welding and flame cutting
Due to its high yield strength, DILLIMAX 690 requires special care during plate processing. For flame cutting, the following minimum preheating temperatures are recommended : 25 °C (77 °F)4) for plate thickness up to 20 mm(0.8 in)4), 50 °C (122 °F)4) for plate thickness up to 50 mm (2 in)4), 100 °C (212 °F)4) for plate thickness up to 100 mm (4 in) 4), 150 °C (302 °F)4) for plate thickness up to 200 mm (8 in)4) and 180 °C (356 °F)4) untuk pelat yang lebih tebal.
For general welding instructions, please consult the EN 1011. In order to ensure that the tensile strength of the weld metal fulfils the requirements of the base metal, the heat input and interpass temperature must be limited during welding. Experience has shown that the welding conditions should be chosen so that the cooling time t8/5 does not exceed 20 seconds. This is applicable when using suitable filler materials of a corresponding yield strength class.
The high yield strength of the base material must be taken into account when choosing the filler materials.
It should be considered that increased heat input leads to lower tensile properties in the weld metal. If a stress relieving heat treatment is planned during or after plate processing, this must also be considered when selecting the filler materials. To avoid hydrogen-induced cold cracking, only filler materials, which add very little hydrogen to the base metal, may be used. Therefore, shielded arc welding should be preferred.
4) The approximately converted values in brackets are for information only.
For manual arc welding, electrodes with basic coating (type HD<5 ml/100 g in accordance with ISO 3690), and dried according to the manufacturer’s instructions, should be used.
DILLIMAX 690 Heat treatment
Jika penghilangan tegangan harus dipertimbangkan karena peraturan konstruksi, alasan konstruktif, atau karena perlu untuk fabrikasi, silakan berkonsultasi dengan kami. Sifat-sifat komponen struktural dapat diubah dengan perlakuan panas pelepas tegangan.
Petunjuk terperinci untuk pemotongan api, pengelasan, pemesinan, dan tentang sifat struktural DILLIMAX disediakan dalam informasi teknis “LAKUKAN HEMAT DENGAN BAJA KEKUATAN TINGGI – DILLIMAX”.
Persyaratan pengiriman teknis umum
Kecuali disepakati lain, persyaratan pengiriman teknis umum sesuai dengan EN 10021 berlaku.
Toleransi
Kecuali disepakati lain, toleransi akan sesuai dengan EN 10029, dengan kelas A untuk ketebalan dan tabel 4, grup baja H, untuk deviasi kerataan maksimum. Penyimpangan kerataan yang lebih kecil dapat dilakukan berdasarkan permintaan sebelum pemesanan.
Kualitas permukaan
Kecuali disepakati lain, spesifikasinya akan sesuai dengan EN 10163-2, kelas A2.
Catatan umum
If particular requirements are demanded and not covered in this data sheet, please contact us with the specifications for our review and agreement prior to ordering. The information in this data sheet is a product description.