
Dillidur 500 說明
Dillidur 500 是一種耐磨鋼板,交貨狀態下標稱硬度為 500 HBW。
Dillidur 500 建議用於極高磨損環境中的應用,這些環境要求材料具有出色的機械加工性能,尤其是出色的焊接性能。
應用實例:土方機械、裝載機械、挖泥機、自卸車、輸送設備、自卸車、刀片、切割破碎機、廢物處理和回收設備等。
Dillidur 500 耐磨鋼板
DILLIDUR 500 是一種耐磨鋼板,交貨狀態下標稱硬度為 500 HBW。
DILLIDUR 500 建議用於極高磨損環境中的應用,這些環境中要求材料具有出色的機械加工性能,尤其是出色的焊接性能。
應用實例:土方機械、裝載機械、挖泥機、自卸車、輸送設備、自卸車、刀片、切割破碎機、廢物處理和回收設備等。
迪利杜爾 500 產品描述
供貨尺寸範圍
根據供應概要,DILLIDUR 500 的厚度為 8 毫米(1/3 英吋) 2個 至 100 毫米(4 英寸) 2個 。其他尺寸要求可單獨討論。
DILLIDUR 500 化學成分:
根據熔煉分析,以下限值(%)適用於各成分
| C | 和 | 錳 | 磷 | 小號 |
| ≤0.30 | ≤ 0.70 | ≤1.60 | ≤0.025 | ≤ 0.010 |
根據厚度,將添加以下一種或多種合金元素:
| 莫 | 你 | 和 | 鉻 | 五 | 鈮 | 乙 |
| ≤ 0.50 | ≤ 1.0 | ≤0.30 | ≤ 1.50 | ≤0.08 | ≤0.05 | ≤ 0.005 |
鋼水經過充分鎮靜和細化處理。
碳當量參考值:
一種 CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
b CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
1個 該資訊的內容是產品描述,並且可能會不時更新。
2個 括號中的近似轉換值是一個令人反感的參考。
郵寄狀態:
溫控水淬
交貨狀態下的機械性能
硬度
室溫表面布氏硬度:
板厚≤30mm(1.2吋) 3個 , 470-530 HBW
板厚>30mm(1.2英寸) 3個 , 450-530 HBW
橫向試樣室溫拉伸試驗(20mm厚鋼板參考值)
拉伸強度:1600 MPa (232 ksi) 3個
屈服點:1100 MPa (160 ksi) 3個
伸長率:9%(L 這 = 5.65 √S 這 )
雖然 蒔蘿 具有高拉伸性能,不適合強調安全的應用。在這種情況下,請使用高強度鋼材 迪利麥克斯.
縱向試樣V型缺口簡支梁衝擊試驗(20mm厚鋼板參考值)
夏比衝擊能量:-20°C (-4°F) 時為 25 J 3個
每爐每40噸測試一次測試表面的布氏硬度。
鋼板標記
如無其他約定,鋼板標誌至少應包括下列內容:
- 牌號 (DILLIDUR 500)
- 爐號
- 主板號和鋼板號
- 鋼廠標誌
- 檢查員簽字
DILLIDUR 500 加工性能
使用者採用的整套加工技術和應用技術對該材料製成的產品的可靠性非常重要。應確保設計、構造和加工方法適合該材料,並滿足最新加工技術的要求和加工者必須遵循的產品用途。使用者應自行選擇材料,並充分考慮材料的高強度和高硬度,並遵循符合EN 1011-2(焊接)和CEN/TR 10347(成型)的工藝建議,並符合國家標準安全生產規則和規定。
3個 括號中的近似轉換值是一個令人反感的參考。
冷成型
儘管DILLIDUR 500具有高硬度和高強度,但仍可透過彎曲進行冷成型。要注意的是,隨著屈服強度的增加,相同厚度的鋼板所需的成形力也會增加,回彈力也會增加。為了避免邊緣開裂的風險,冷彎區域的火焰切割或剪切邊緣應進行拋光。另外,也建議將折彎時受到拉應力的折彎外緣磨平。
加工過程中必須採取必要的安全措施,保證人員在成型過程中不遭受工件飛落的危險。
冷成型通常可以達到以下無表面缺陷的參數(t為板厚):
| 最小彎曲半徑 | 最小開模寬度 | |
| 水平的 | 7噸 | 16噸 |
| 垂直的 | 9噸 | 20噸 |
的硬度 熱成型 DILLIDUR 500 來自奧氏體化溫度的加速冷卻。如果熱成型後硬度沒有明顯下降,則必須透過後續的重新淬火處理來補充。但重新淬火後所得到的硬度會與鋼板出廠時測試的硬度有所不同。這是因為加工廠淬火設備的冷卻效率普遍低於鋼板生產過程中淬火設備的冷卻效率。
此材料可加熱至約 200°C (390°F),硬度不會顯著降低。
火焰切割和焊接
火焰切割應遵循以下最低預熱溫度:板厚 26mm 及以下,60°C (140°F);
板厚26~70mm及以下,120°C (248°F);板厚超過 70mm,150°C (302°F)。
手工電弧焊應使用殘留水分低的鹼性藥皮焊條(必要時應按焊條製造商的要求進行乾燥處理)。
此外,還應考慮以下建議:
- 有關 DILLIDUR 500 預熱的更多信息,請參閱技術手冊“DILLIDUR-抗磨損概念”。無論如何,必須避免預熱超過 200 °C (390 °F),因為這會導致硬度下降(見下圖)。
- 點焊、根部焊道和填充焊道最好使用低屈服強度的焊材。如果焊點需要承受磨損,則僅使用最後一道焊道中能產生母板硬度的耐磨焊接材料。
熱處理
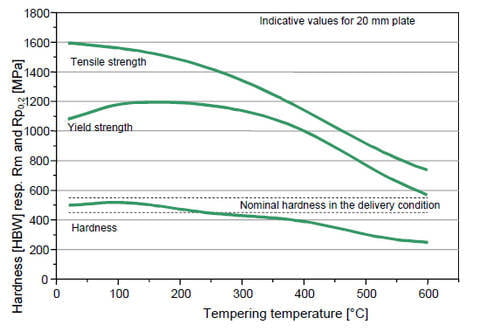 下圖顯示了硬度或強度隨熱處理溫度的一般變化:
下圖顯示了硬度或強度隨熱處理溫度的一般變化:
加工
DILLIDUR 500可以使用高速鋼鑽頭,特別是鈷合金高速鑽頭。如果採用合適的鑽速和鑽速,鑽頭就能達到滿意的使用壽命。
一般交貨技術要求
除非另有約定,一般交付技術要求使用EN 10021標準。
寬容
除非另有約定,公差要求參考EN 10029,厚度適用於A級。
表面質量
除非另有約定,參照EN 10163-2標準,適用A2級。
總注
若因使用目的或後續工藝原因對材料有本文件未涵蓋的其他特殊要求,可在訂購前協商。
該信息的內容是產品描述,可能會不時更新。
有關DILLIDUR 500的應用和加工的更多詳細信息,請參閱技術手冊“DILLIDUR-抗磨損概念”。







