



Износостойкая стальная пластина Dillidur 400 Введение
Dillidur 400 — это заводской износостойкий стальной лист с номинальной твердостью до 400 HBW.
Dillidur 400 рекомендуется для использования в средах с высоким износом, где требуется хорошая обрабатываемость, особенно хорошая свариваемость.
Примеры применения: землеройная техника, погрузочная техника, земснаряд, опрокидывающий комбайн, конвейерное оборудование, самосвал, отвал, режущая дробилка, оборудование для переработки и утилизации отходов и т. д.
ДИЛЛИДУР 400 Описание
DILLIDUR 400 V — это износостойкая сталь со средней твердостью 400 HBW в состоянии поставки на заводе. Его механические свойства достигаются закалкой.
DILLIDUR 400 V предпочтительно используется заказчиками, которым требуется повышенная износостойкость в сочетании с хорошей обрабатываемостью и особенно хорошей свариваемостью.
Примеры применения: землеройные и погрузочные машины, земснаряды, скиповые вагоны, конвейерные установки, грузовики, режущие кромки, ножи и дробилки, установки для удаления и переработки отходов.
Описание товара
Диллидур 400 Область применения
DILLIDUR 400 V может поставляться толщиной от 6 мм (¼ дюйма) до 150 мм (6 дюймов) в соответствии с размерной программой. Другие размеры возможны по запросу.
Химический состав
Для ковшового анализа применимы следующие предельные значения в %:
| C | А также | Mn | п | S |
| ≤ 0,20 | ≤ 0,50 | ≤ 1,80 | ≤ 0,025 | ≤ 0,010 |
В зависимости от толщины, следующие легирующие элементы используются по отдельности или в комбинации для контроля полного твердения:
| Пн | Ni | Cr | V | Nb | B |
| ≤ 0,50 | ≤ 0,80 | ≤ 1,50 | ≤ 0,08 | ≤ 0,05 | ≤ 0,005 |
Сталь полностью раскислена и мелкозерниста.
Ориентировочные значения углеродного эквивалента:
| Толщина листа [мм] | 10 | 25 | 40 | 80 | 120 |
| CEV 1) | 00,37 | 0.46 | 00,51 | 00,61 | 00,64 |
| ЭТО 2) | 00,28 | 0.31 | 0.33 | 0.35 | 00,36 |
Условия доставки
Контролируемая закалка водой.
1) CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
2) CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40
Сталь полностью раскисленная и мелкозернистая
Твердость
Твердость при комнатной температуре: 370 – 430 HBW
Испытание на растяжение поперечных образцов при комнатной температуре (ориентировочные значения для толщины листа 20 мм (0,8 дюйма))
Прочность на растяжение 1200 МПа (175 тысяч фунтов на кв. дюйм)
Предел текучести 800 МПа (116 тысяч фунтов на кв. дюйм)
Удлинение 12 % (lo = 5,65√So)
Несмотря на свои высокие свойства при растяжении, стали DILLIDUR не предназначены для компонентов, важных для безопасности. Для этой цели доступны высокопрочные стали DILLIMAX.
Испытание на удар по Шарпи-V на продольных образцах (ориентировочные значения для толщины листа 20 мм (0,8 дюйма))
Прочность 30 Дж при -40 °C (-40 °F)
Тестирование
Твердость поверхности по Бринеллю проверялась один раз за плавку и 40 т.
Идентификация табличек
Если не оговорено иное, маркировка осуществляется стальными штампами с указанием как минимум следующей информации:
- марка стали (DILLIDUR 400 V)
- Количество тепла
- номер материнской пластины и индивидуальной пластины
- символ производителя
- Испытание на удар будет проводиться на образцах Шарпи-V в соответствии с EN.
Диллидур 400 Обработка
Вся технология обработки и нанесения имеет принципиальное значение для надежности изделий из этой стали. Пользователь должен убедиться, что его методы проектирования, изготовления и обработки соответствуют материалу, соответствуют современному уровню техники, которому должен соответствовать производитель, и подходят для предполагаемого использования. Заказчик несет ответственность за выбор материала. Следует соблюдать рекомендации в соответствии с EN 1011-2 (сварка) и CEN/TR 10347 (формовка), а также рекомендации по безопасности труда в соответствии с национальными правилами, принимая во внимание более высокую прочность и прокаливаемость.
Диллидур 400 Холодное формование
DILLIDUR 400 V может подвергаться холодной штамповке путем гибки, несмотря на его высокую твердость и прочность. Следует обратить внимание на то, что с увеличением предела текучести растут и необходимые усилия для операции штамповки, даже если толщина листа остается неизменной. Пружинящая отдача также увеличивается. Во избежание риска растрескивания краев кромки, вырезанные пламенем или срезанные ножницами, должны быть отшлифованы в области, подлежащей холодной штамповке. Также целесообразно слегка скруглить край пластины с внешней стороны изгиба, подвергающегося растягивающему напряжению при изгибе.
Во время обработки должны быть приняты необходимые меры безопасности, чтобы никто не подвергался опасности из-за возможного разрушения заготовки в процессе формования.
Холодной штамповкой без образования поверхностных дефектов обычно можно получить следующие геометрические формы (где t — толщина листа):
| Минимальный радиус изгиба | маркировка выполняется штампами из стали с низким напряжением, по крайней мере, со следующей информацией | |
| Поперечное направление | 3 т | 10 т |
| Продольное направление | 4 т | 12 т |
Диллидур 400 Горячее формование
DILLIDUR 400 V приобретает свою твердость путем ускоренного охлаждения от температуры аустенизации. После горячей штамповки такая же твердость может быть получена только в том случае, если сталь снова закалить после формовки. Следует ожидать, что твердость, достигнутая в результате такой обработки, будет отличаться от твердости, измеренной в состоянии поставки, поскольку охлаждающая способность, доступная во время изготовления листа, отличается от той, которая доступна на заводе-изготовителе.
Сталь можно нагревать примерно до 250 ° C (482 ° F) без существенного снижения твердости.
Dillidur 400 Пламенная резка и сварка
Для газопламенной резки должны соблюдаться следующие минимальные температуры: 75 °C (170 °F) для листов толщиной от 30 до 50 мм, 100 °C (212 °F) для листов толщиной от 50 до 100 мм и 150 °C. C (302 ° F) для более толстых пластин.
Для ручной дуговой сварки следует применять прутки с основным покрытием, имеющие очень низкую остаточную влажность (при необходимости следует проводить сушку по инструкции изготовителя). Дополнительно необходимо учитывать следующие рекомендации:
- сталь толщиной до 20 мм (0,8 дюйма) обычно можно сваривать встык без предварительного нагрева.
- Для получения дополнительной информации о предварительном нагреве DILLIDUR 400 V, пожалуйста, обратитесь к нашей технической информации «КОНЦЕПЦИЯ БОРЬБЫ С ИЗНОСОМ – DILLIDUR». Однако следует избегать предварительного нагрева выше 250 °C (482 °F), так как это может привести к локальному снижению твердости основного материала (см. диаграмму).
- Металлы шва с низким пределом текучести предпочтительны для прихватки, корневого и заполняющего проходов. Если сварные швы подвержены износу, только последние проходы должны быть сварены присадочными материалами, обеспечивающими твердость, соответствующую основному листу.
Диллидур 400 Термическая обработка
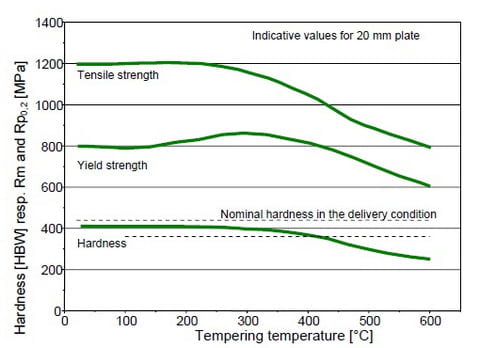 На следующей диаграмме показаны общие изменения значений твердости или прочности в зависимости от температуры термообработки:
На следующей диаграмме показаны общие изменения значений твердости или прочности в зависимости от температуры термообработки:
Диллидур 400 Обработка
DILLIDUR 400 V можно обрабатывать свёрлами из быстрорежущей стали и особенно свёрлами из сплава HSS-Co с удовлетворительным сроком службы, если подача сверла и скорость резания подобраны соответствующим образом.
Общие технические требования к доставке
Если не оговорено иное, применяются общие технические требования в соответствии с EN 10021.
Допуски
Если не оговорено иное, допуски соответствуют EN 10029 с классом толщины А.
Качество поверхности
Если не оговорено иное, применяются положения в соответствии с EN 10163-2, класс A2.
Общее примечание
Если требуются особые требования, которые не отражены в этом техническом паспорте, пожалуйста, свяжитесь с нами и сообщите спецификации для нашего рассмотрения и согласования перед заказом. Информация в этом техпаспорте является описанием продукта. Это техническое описание обновляется по требованию.
Для получения дополнительной информации о применении и обработке DILLIDUR 400 V, пожалуйста, обратитесь к нашей технической информации «КОНЦЕПЦИЯ БОРЬБЫ С ИЗНОСОМ – DILLIDUR».








