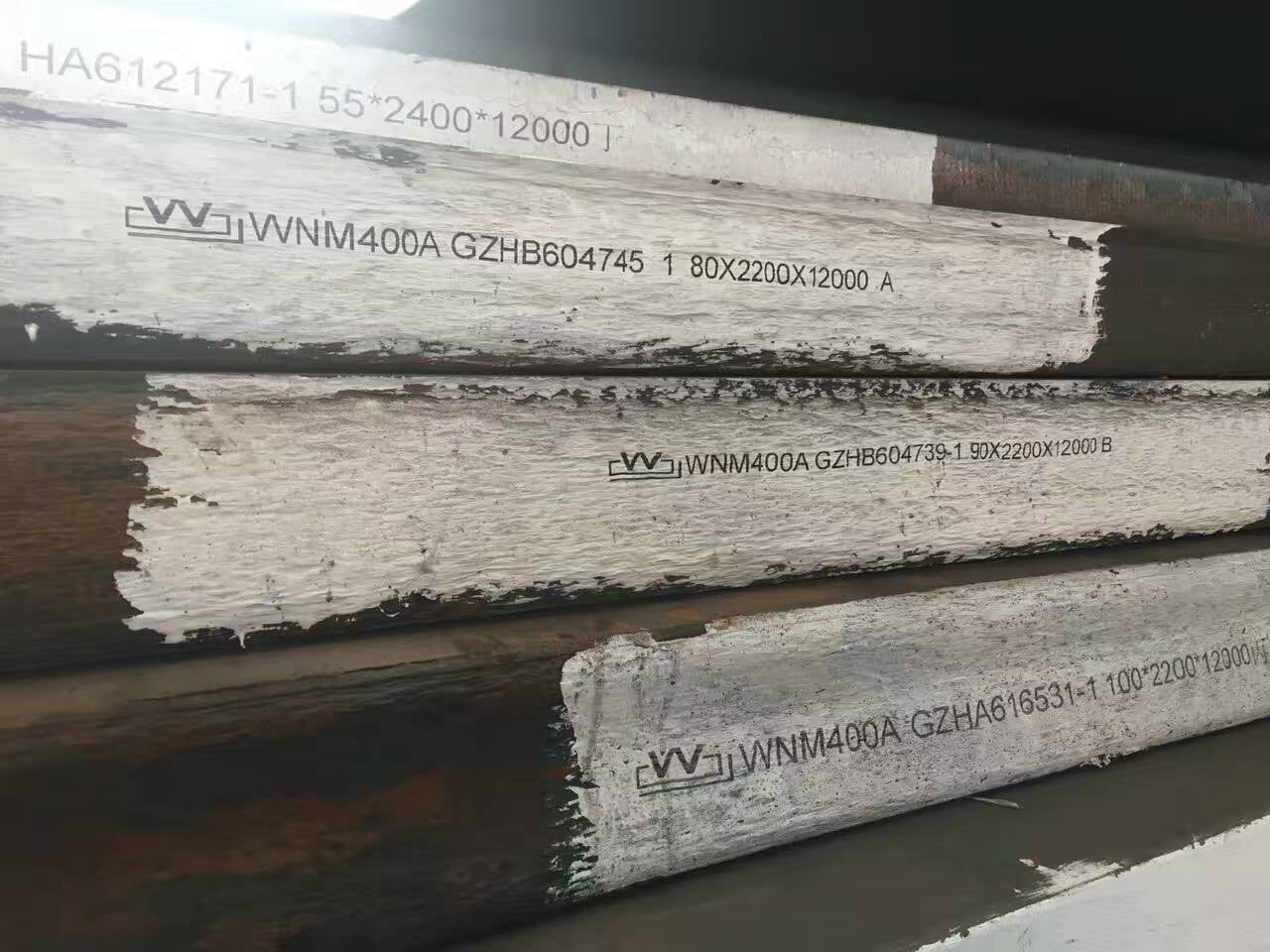
WNM400(NM400) ialah plat keluli tahan haus gred tinggi yang dipadamkan dan dibaja yang dihasilkan oleh WuSteel; grednya lebih tinggi daripada WNM360.
WNM400Kegunaan: Terutamanya digunakan untuk plat keluli struktur yang digunakan dalam pemprosesan dan pembuatan bahagian tahan haus dan terdedah untuk lombong, lombong arang batu, perlindungan alam sekitar, peralatan pengudaraan, trak pembuangan dan pelbagai jentera pembinaan.
Kaedah perwakilan gred: Gred plat keluli terdiri daripada empat bahagian yang mewakili pengilang, penggunaan, kekerasan dan gred kualiti mengikut susunan, contohnya: WNM400A, WNM400B, dsb.
Simbol: W—–mewakili huruf pertama pinyin Cina bagi “Wu” WuSteel;
NM —-Huruf pertama pinyin Cina bagi aksara “Nai” dan “M” untuk tujuan tahan haus;
A dan B–masing-masing gred kualiti, sementara itu, A mewakili bahawa plat keluli tidak terjejas, dan B mewakili bahawa plat keluli terkena pada suhu biasa 20 darjah;
Plat keluli menggunakan rolling tepi lurus, kepala dan ekor dipotong, dan dua sisi membujur tidak dipotong, dan margin pemangkasan dikawal mengikut plat pemangkasan biasa.
Baki saiz, bentuk, berat dan sisihan yang dibenarkan bagi plat keluli hendaklah mematuhi GB/T709.
Komposisi kimia WNM400 (analisis lebur) memenuhi keperluan jadual berikut:
WNM400 Plat Keluli Tahan Haus
Komposisi Kimia WNM400:
Gred
C
Dan
Mn
P
S
Mo
Cr
Dalam
B
A
≤0.25
≤0.70
≤1.60
≤0.025
≤0.010
≤0.50
≤1.40
≤0.004
B
≤0.25
≤0.70
≤1.60
≤0.025
≤0.010
≤0.50
≤1.00
≤1.00
≤0.004
Nota: Adalah dibenarkan untuk menambah unsur pengukuhan mikroaloi pada plat keluli, seperti Nb, V, Ti, dsb.
Kaedah peleburan: relau elektrik + penapisan di luar relau.
Status penghantaran: pelindapkejutan + pembajaan.
Sifat mekanikal:
Sifat mekanikal memenuhi keperluan jadual berikut:
gred
Kekerasan (HBW)
20°CAKV membujur J
A
350~400
menyediakan
B
350~400
≥21
Kualiti permukaan plat keluli memenuhi keperluan GB3274.
Item pemeriksaan, bilangan sampel, kaedah pensampelan dan kaedah ujian bagi setiap kelompok plat keluli hendaklah memenuhi keperluan jadual berikut:
Nombor siri
Item ujian
Bilangan sampel
Kaedah persampelan
kaedah eksperimen
1
Regangan
1
GB/T2975
GB/T228
2
Terkejut
3
GB/T2975
GB/T229
3
Ujian lenturan
1
GB/T2975
GB/T232
4
kekerasan
1
GB/T2975
GB/T231
Pemeriksaan kekerasan Brinell (HBW), mengikut standard kebangsaan GB/T231, permukaan plat keluli dikisar 1.0-2.2 mm, dan kemudian kekerasan diuji pada permukaan ini.
Jentera pembinaan, jentera perlombongan, jentera perlombongan arang batu, jentera perlindungan alam sekitar, jentera metalurgi dan syarikat pembuatan lain WuSteel bekerjasama dalam pengeluaran jengkaut, pemuat, jentolak, plat baldi, plat bilah, plat bilah sisi, bilah, pelapik penghancur, dan pembinaan bilah.
WNM400 projek itu adalah kira-kira 5000 tan. Prospek untuk mengeksport ke Amerika Syarikat, Kanada, Australia, India dan Eropah adalah menjanjikan. Lebih daripada 20,000 tan telah dibekalkan terus kepada pelanggan Eropah.
WuSteel’s production technology is leading. The conventional specifications of WuSteel products have a thickness of 8-100mm, and most of them are 2000*8000 and 2200*8000.
Cutting method:
Cold cut
Coldcuttingincludes water jet cutting, shearing, sawing or abrasive cutting.
Advantages: cutting heat has little effect, preventing the hardness of the entire workpiece from decreasing, and reducing the deformation of the cutting workpiece.
Disadvantages: high cost, only thin plates can be cut, and the cutting speed is slow.
Thermal cutting
Thermal cutting includes oxygen fuel flame cutting (hereinafter referred to as “flame cutting”), isoparticle cutting and laser cutting.
Kelebihan: kos pemotongan adalah rendah, peralatan pemprosesan boleh didapati di mana-mana, ia boleh memotong plat tebal, dan kelajuan pemotongan adalah pantas.
Kelemahan: mudah untuk mengurangkan kekerasan plat keluli dan menyebabkan keretakan.
Langkah berjaga-jaga untuk pemotongan api
Pemotongan kelajuan rendah
Salah satu cara untuk mengelakkan keretakan pemotongan, jika seluruh papan tidak boleh dipanaskan, pemanasan separa juga boleh digunakan. Gunakan pemotongan berkelajuan rendah untuk mengelakkan keretakan pemotongan, dan kebolehpercayaannya tidak sebaik pemanasan awal. Saya cadangkan memanaskan pita pemotong (sekitar atau garis lurus bahan kerja) dengan peronggaan pistol api beberapa kali sebelum memotong, dan suhu prapemanasan harus mencapai 100 ℃. Jika peralatan pemotongan adalah senapang dua atau senapang berganda, senapang api hadapan boleh digunakan untuk menaikkan ketinggian untuk pemanasan awal, dan senapang api belakang boleh dipotong, yang juga boleh mencapai tujuan pemotongan pemanasan awal.
Perlahan-lahan sejuk selepas dipotong
Tidak kira sama ada bahagian yang dipotong dipanaskan atau tidak, penyejukan perlahan plat keluli selepas pemotongan akan mengurangkan risiko keretakan selepas pemotongan dengan berkesan. Jika bahan kerja disusun dengan hangat selepas dipotong dan ditutup dengan selimut penebat haba, penyejukan perlahan juga boleh dicapai, dan penyejukan perlahan memerlukan penyejukan ke suhu bilik.
Pemanasan selepas dipotong
Untuk pemotongan plat tahan haus, pemanasan ( pembajaan pada suhu rendah ) sejurus selepas pemotongan juga boleh menjadi kaedah dan langkah yang berkesan untuk mengelakkan keretakan pemotongan. Selepas plat keluli dipotong, rawatan pembajaan suhu rendah secara berkesan boleh menghapuskan tekanan dalaman sisa pemotongan.
Untuk kaedah pemanasan plat keluli selepas pemotongan, kaedah pemanasan pembakaran pistol api, selimut pemanasan elektronik dan relau pemanasan juga boleh digunakan untuk pemanasan selepas pemotongan.
Untuk memberikan pengalaman terbaik, kami menggunakan teknologi seperti kuki untuk menyimpan dan/atau mengakses maklumat peranti. Mempersetujui teknologi ini akan membolehkan kami memproses data seperti gelagat menyemak imbas atau ID unik di tapak ini. Tidak bersetuju atau menarik balik persetujuan, boleh menjejaskan ciri dan fungsi tertentu.
Berfungsi
Sentiasa aktif
Penyimpanan atau capaian teknikal amat diperlukan untuk tujuan yang sah untuk membolehkan penggunaan perkhidmatan tertentu yang diminta secara eksplisit oleh pelanggan atau pengguna, atau untuk tujuan tunggal untuk menjalankan penghantaran komunikasi melalui rangkaian komunikasi elektronik.
Keutamaan
Storan teknikal atau akses adalah perlu untuk tujuan yang sah untuk menyimpan keutamaan yang tidak diminta oleh pelanggan atau pengguna.
Perangkaan
Storan teknikal atau akses yang digunakan secara eksklusif untuk tujuan statistik.Storan teknikal atau akses yang digunakan secara eksklusif untuk tujuan statistik tanpa nama. Tanpa sepina, pematuhan sukarela di pihak Pembekal Perkhidmatan Internet anda, atau rekod tambahan daripada pihak ketiga, maklumat yang disimpan atau diambil untuk tujuan ini sahaja biasanya tidak boleh digunakan untuk mengenal pasti anda.
Pemasaran
Storan atau akses teknikal diperlukan untuk membuat profil pengguna untuk menghantar pengiklanan, atau untuk menjejaki pengguna di tapak web atau merentasi beberapa tapak web untuk tujuan pemasaran yang serupa.