WNM400の説明
WNM400はWuSteel社が製造する高級焼入れ焼戻し耐摩耗鋼板です。
- 中国名:WNM400
- 分類:WuSteel社製高級焼入れ焼戻し耐摩耗鋼板
- 用途: 鉱山、炭鉱、環境保護で使用されます。
- 納品状態:焼入れ+焼戻し

wnm400(NM400)Wusteelが生産する高品位の消光および和らげられた耐摩耗性の鋼板です。そのグレードはWNM360よりも高くなっています。
WNM400 用途:主に、鉱山、炭鉱、環境保護、換気装置、ダンプトラック、さまざまな建設機械用の耐摩耗性と脆弱な部品の加工と製造に使用される構造鋼板に使用されます。
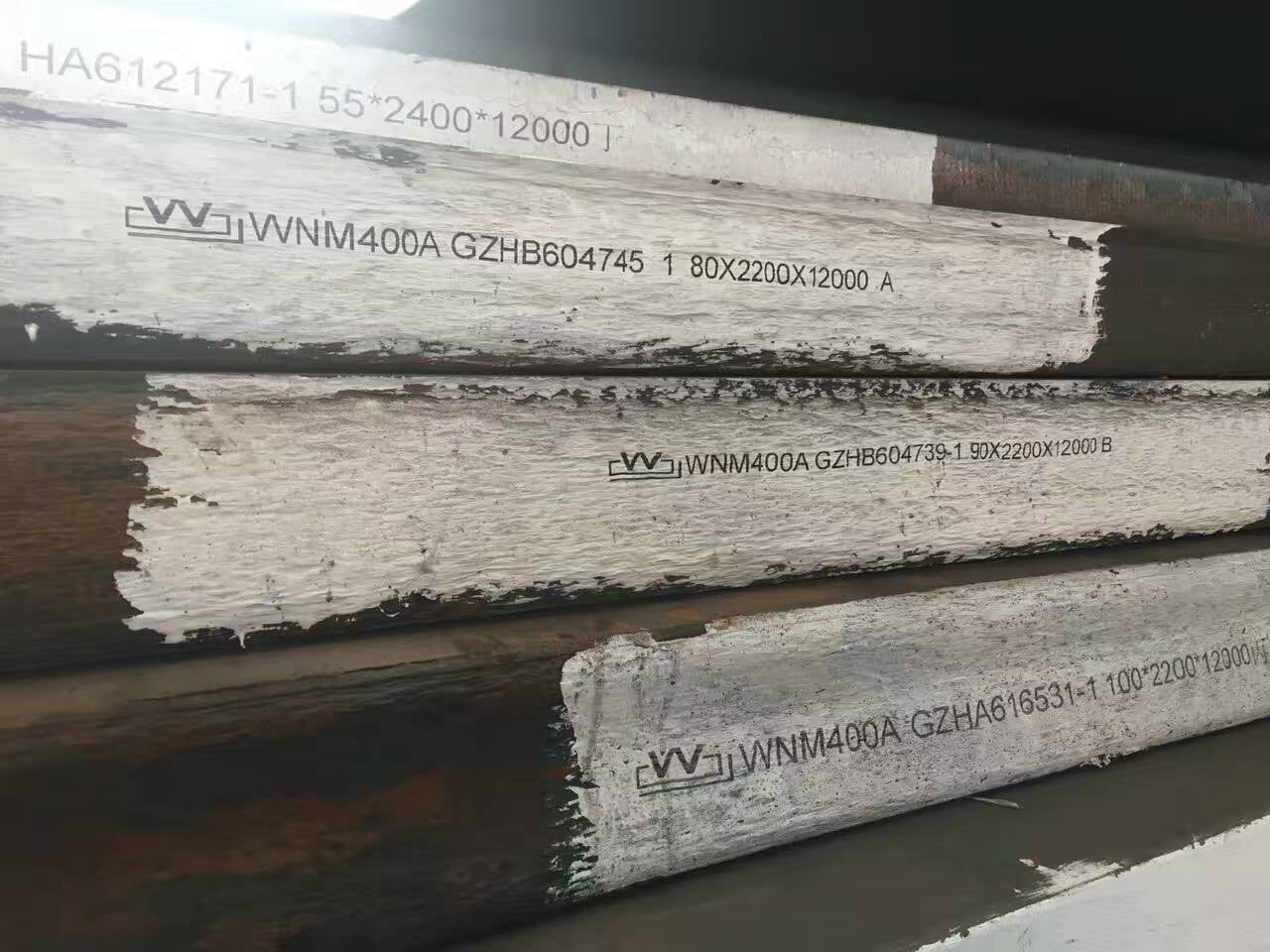
グレード表現方法:スチールプレートグレードは、たとえば、WNM400A、WNM400Bなど、製造業者、使用、硬度、品質グレードを表す4つの部分で構成されています。
シンボル:w— - wusteelの「wu」の中国のピニインの最初の文字を表します。
NM - 耐摩耗性のためのキャラクター「nai」と「m」の中国のピニインの最初の文字。
一方、AおよびBは繰り返し高品質のグレードであり、aは鋼板が衝撃を受けていないことを表し、bは鋼板が20度の通常の温度で衝突することを表します。
スチールプレートはまっすぐなエッジローリングを採用し、頭と尾が切断され、2つの縦方向の辺が切断されず、トリミングマージンは通常のトリミングプレートに従って制御されます。
鋼板の残りのサイズ、形状、重量、許容偏差は、GB/T709に準拠するものとします。
WNM400(融解分析)の化学組成は、次の表の要件を満たしています。
WNM400 耐摩耗鋼板 WNM400化学組成:
学年 | C | そして | ん | P | S | モー | Cr | で | B |
あ | ≤0.25 | ≤0.70 | ≤1.60 | ≤0.025 | ≤0.010 | ≤0.50 | ≤1.40 | ≤0.004 | |
B | ≤0.25 | ≤0.70 | ≤1.60 | ≤0.025 | ≤0.010 | ≤0.50 | ≤1.00 | ≤1.00 | ≤0.004 |
注:NB、V、TIなどのスチールプレートにマイクロアロリ強化要素を追加することは許可されています。
製錬方法:電気炉 +炉の外側の精製。
配信ステータス:クエンチング +焼き戻し。
機械的性質:
機械的特性は、次の表の要件を満たしています。
学年 | 硬度(HBW) | 20°CAKV縦j |
あ | 350〜400 | 提供する |
B | 350〜400 | ≥21 |
鋼板の表面品質は、GB3274の要件を満たしています。
検査項目、サンプルの数、サンプリング方法、およびスチールプレートの各バッチのテスト方法は、次の表の要件を満たすものとします。
シリアルナンバー | テスト項目 | サンプルの数 | サンプリング方法 | 実験方法 |
1 | ストレッチ | 1 | GB / T2975 | GB/T228 |
2 | ショック | 3 | GB / T2975 | GB/T229 |
3 | 曲げテスト | 1 | GB / T2975 | GB/T232 |
4 | 硬度 | 1 | GB / T2975 | GB/T231 |
Brinell Hardness(HBW)検査は、国家標準のGB/T231によると、鋼板の表面が1.0-2.2 mmから粉砕され、硬度がこの表面でテストされます。
鋼板のパッケージ、マーキング、および品質証明書は、GB/T247の要件を満たすものとします。
WNM400耐摩耗性鋼板と輸入鋼の比較:
China Wusteel あなた | 日本のエンタープライズ標準 | スウェーデン標準 SSAB | ドイツのエンタープライズ標準 ディリドゥル | Sumitomo Corporate Standard スミハード |
WNM400 | ハードックス400 | 400V | K400 |
WNM400プロジェクトのアプリケーションと見通し:
建設機械、採掘機械、炭鉱機械、環境保護機械、冶金機械、その他の製造会社は、掘削機、ローダー、ブルドーザー、バケツプレート、ブレードプレート、サイドブレードプレート、ブレード、粉砕機、ブレード構造の生産に協力します。
プロジェクトのWNM400は約5000トンです。米国、カナダ、オーストラリア、インド、ヨーロッパへの輸出の見通しは有望です。欧州の顧客には20,000トン以上が直接供給されています。
Wusteelの生産技術がリードしています。 Wusteel製品の従来の仕様の厚さは8〜100mmで、そのほとんどは2000*8000および2200*8000です。
切断方法:
コールドカット
寒い 切断 ウォータージェットの切断、せん断、のこぎり、または研磨剤の切断が含まれています。
利点:熱を切ることはほとんど効果がなく、ワークピース全体の硬度が低下し、切断ワークの変形が減少します。
短所:高コスト、薄いプレートのみをカットでき、切削速度は遅いです。
熱切断
熱切断には、酸素燃料火炎切断(以下では「火炎切断」と呼ばれる)、等粒子切断、レーザー切断が含まれます。
利点:削減コストは低く、処理装置はどこでも利用でき、厚いプレートを切ることができ、切削速度は高速です。
欠点:鋼板の硬度を簡単に減らして亀裂を引き起こす。
炎のカッティンの注意事項
低速切削
亀裂を切断することを避ける方法の1つ、ボード全体を予熱できない場合、代わりに部分的な予熱も使用できます。低速切断を使用して、亀裂を切断するのを防ぎます。その信頼性は予熱ほど良くありません。切断前に数回、炎の銃のキャビテーションで切断テープ(ワークピースの周りまたは直線)を予熱することをお勧めします。予熱温度は100個に達するはずです。切断装置が二重銃または複数の銃である場合、フロントフレームガンを使用して予熱の高さを上げることができ、背面銃が切断される可能性があります。
切断後、ゆっくり涼しくします
カットピースが予熱されているかどうかに関係なく、切断後の鋼板のゆっくりした冷却は、切断後の亀裂のリスクを効果的に減らします。ワークピースが切断後に温かく積み重ねられ、熱断熱ブランケットで覆われている場合、ゆっくりと冷却することもでき、ゆっくりと冷却するには室温まで冷却する必要があります。
切断後の加熱
耐摩耗性のプレートの切断のために、加熱( 低温での抑制 )切断の直後には、亀裂を切断するのを防ぐための効果的な方法と測定値にもなります。鋼板が切断された後、低温温度処理により、切断の残留内部応力が効果的に排除されます。
切断後に鋼板を加熱する方法のために、火炎銃の燃焼、電子加熱毛布、暖房炉の加熱方法も、切断後の暖房に使用できます。