")
1.2311 Acciaio Descrizione
Acciaio 1.2311, acciaio per stampi tedesco, l'acciaio è prodotto con processo "super puro", preindurimento, mostrando un alto grado di purezza microscopica e un'eccellente struttura omogenea, eccellente lucidatura e fotoincisione.
Dopo il trattamento termico, le prestazioni di lavorazione e lucidatura sono buone, può essere un trattamento di nitrurazione, adatto per la cromatura e altri trattamenti superficiali, uniformità della durezza del materiale (fino a 400 mm di spessore), buona tenacità, buone prestazioni di lavorazione meccanica. Le strutture in oro sono martensite e bainite.
Acciaio tedesco
1.2311 Barra d'acciaio

1.2311 è un acciaio per utensili ad alta resistenza pretemprato che offre lavorabilità pronta allo stato temprato e rinvenuto, pertanto non richiede sempre un ulteriore trattamento termico. Ciò elimina i rischi, i costi e i tempi di attesa del trattamento termico ed evita la possibilità associata di distorsioni o addirittura crepe. Le successive modifiche ai componenti 1.2311 possono essere eseguite facilmente.
Acciaio per stampi in plastica preindurito con buona lavorabilità, migliore del grado di acciaio Mat. N. 1.2312, adatto alla testurizzazione. 1.2311 solitamente utilizzato su stampi in plastica, telai per stampi in plastica, stampi ad iniezione di grandi dimensioni, stampi per pressofusione, manicotti riceventi.
Applicazioni :
Adatto per stampi in plastica di grandi o medie dimensioni e precisi. Utensili per lavorazioni a caldo come interinserti e utensili ausiliari sottoposti a sollecitazione termica. Stampi per cavitazione, basi per stampi standard, stampi per compressione per SMC, stampi per soffiaggio, stampi per preforme per animali domestici, stampi per tubazioni in plastica e stampi per iniezione idraulica.
Forgiatura:
Riscaldare lentamente e uniformemente a 1050°C. Non forgiare sotto i 930°C. Dopo la forgiatura raffreddare lentamente.
Ricottura:
1.2311 dovrebbe sempre essere ricotto dopo la forgiatura e prima della tempra. Riscaldare uniformemente a 770/790°C. Immergere bene e raffreddare lentamente nella fornace.
Indurimento:
Riscaldare uniformemente a 840/870°C fino a completo riscaldamento. Spegnere in olio. Rinvenimento: Riscaldare uniformemente l'utensile 1.2311 a fondo alla temperatura di rinvenimento selezionata e mantenerlo a caldo per un'ora per 25 mm di spessore totale.
Alleviare lo stress
La distensione per rimuovere le sollecitazioni di lavorazione deve essere eseguita riscaldando a ca. 650°C, mantenendo per 1-2 ore al calore, seguito da raffreddamento ad aria. Questa operazione viene eseguita per ridurre la distorsione durante il trattamento termico.
Proprietà fisiche a temperatura ambiente Modulo di elasticità [103 x N/mm2]: 210
Densità [g/cm3]: 7,83
Conduttività termica [W/m.K]: 34,0 (100°C), 34,0 (150°C), 33,6 (200°C), 32,9 (250°C), 31,9 (300°C), in condizioni temprate e rinvenute.
Coefficiente di dilatazione termica lineare 10-6 °C-1
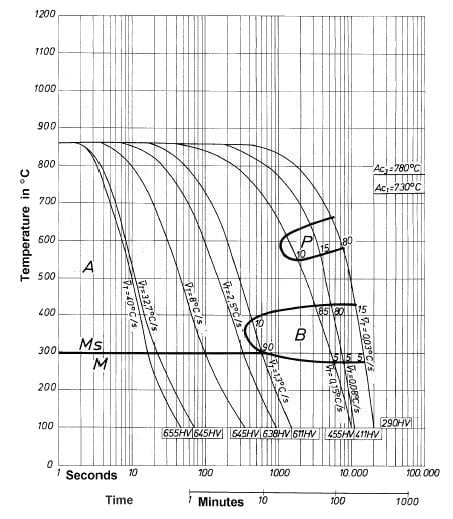
Diagramma della trasformazione continua del raffreddamento (CCT).
Ricottura morbida
Riscaldare a 710-740°C, raffreddare lentamente in forno. Ciò produrrà una durezza Brinell massima di 230.
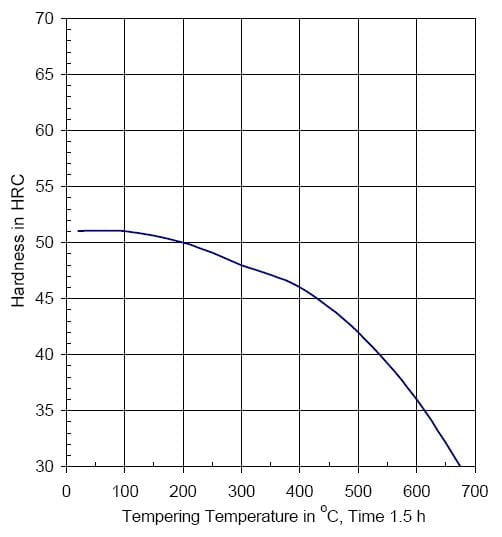
Temperatura di Rinvenimento (°C) vs. Durezza (HRC)
Diagramma di tempera
| ||||
C. | E. | Mn. | Cr. | Mo. |
0.40% | 0.40% | 1,00% | 1,20% | 0.35% |
| Scaldare uniformemente il | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
HRc | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
Scaldare uniformemente il | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 | 920 |
Nitrurazione:
Gli stampi ricavati da 1.2311 pre-indurito possono essere nitrurati per ottenere una superficie dura molto resistente all'usura e all'erosione. Una superficie nitrurata aumenta anche la resistenza alla corrosione. La durezza superficiale dopo la nitrurazione alla temperatura di 525°C in ammoniaca gassosa sarà di circa 650HV.
Temperatura | Tempo | La durezza superficiale dopo nitrurazione ad una temperatura di 525°C in gas ammoniacale sarà di circa 650HV |
525°C | 20 ore | 0.30mm |
525°C | 30 ore | 0.35 mm |
525°C | 60 ore | 0.50 mm |
Cavalcatufi:
La tuffatura a 570°C darà una durezza superficiale di circa 700HV. Dopo 2 ore di trattamento lo strato duro sarà di circa 0,01 mm
Tempra alla fiamma e ad induzione:
1.2311 può essere indurito alla fiamma o ad induzione fino a una durezza compresa tra 50 e 55 HRc. Il raffreddamento in aria è un'opzione preferibile. I pezzi più piccoli possono tuttavia richiedere un raffreddamento forzato. L'indurimento dovrebbe essere immediatamente seguito dal rinvenimento.
Cromatura dura:
Dopo la cromatura dura l'acciaio deve essere rinvenuto per circa 4 ore a 180°C, per evitare l'infragilimento da idrogeno.
Rinforzo dell'involucro:
Per mantenere la massima durezza superficiale, 1.2311 può essere cementato. Prima di procedere alla cementazione, l'acciaio deve essere ricotto. Per cementare, imballare con polvere di cementazione in una scatola di ghisa o acciaio resistente al calore e controllare che gli articoli siano separati dai lati da almeno due pollici di polvere di cementazione. Lute il coperchio con argilla refrattaria. Riscaldare alla temperatura di cementazione di 880°C e immergere per un tempo sufficiente a dare la profondità richiesta della cassa. Raffreddare a 800/820°C e mantecare in olio. Sarà quindi necessario temperare. Riscaldare a 200/300°C e lasciare raffreddare all'aria per ottenere una durezza superficiale finale di Rockwell C55/59
Saldatura:
Riscaldare prima a circa 400-500°C. Saldare .12311 a circa 400-500°C e distendere. Utilizzare elettrodi basici legati al Cromo-Nichel-Molibdeno per la saldatura di acciai da costruzione. La saldatura può essere effettuata anche con elettrodo in acciaio inossidabile austenitico. In questo caso la temperatura di lavoro aumentata stabilita può essere modificata, ma il metallo di apporto ha una resistenza inferiore rispetto al materiale base
| Temperatura: | ||
| 20°C | 200°C | 400°C | |
| Densità (Kg/m³) | 7800 | 7750 | 7700 |
| Coefficiente di dilatazione termica (per °C da 0°C) | – | 12,7 x 10-6 | 13,6 x 10-6 |
| Conducibilità termica (J/m.s °C) | 29.0 | 29.5 | 31.0 |
| Calore specifico (J/kg °C) | 460 | – | – |
| Modulo di elasticità: | |||
| In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | 20 900 | 20 400 | 18 900 |
| Scaldare uniformemente il | 205 000 | 200 000 | 185 000 |
| |||
| girando | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | medio | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato |
| In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | girando | girando | girando |
| Profondità di taglio (t) mm | min. 10 | 2-10 | max. 2 |
| Avanzamento (s) mm | millimetro 1,0 | 0.3-1.0 | max. 0.3 |
| In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | P20- P30 | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato |
| In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | 40-60 | 60-100 | 90-160 |
| ||
| Utensili in metallo duro e | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato |
| In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | Fresatura | Fresatura |
| Profondità di taglio (t) | min. 2 | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato |
| Avanzamento (s) mm/dente | min. 0.2 | max. 0.2 |
| In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | In questo caso l'aumento della temperatura di lavoro previsto può essere modificato |
| Strumenti in metallo duro: | ||
| Velocità di taglio (v) m/min. | 55-85 | 75-95 |
| Strumenti in acciaio ad alta velocità: | ||
| Velocità di taglio (v) m/min. | 10-20 | 15-30 |
| |
Resistenza alla trazione | 1000-1068 N/mm² |
Tensione di snervamento | 861-930 N/mm² |
In questo caso l'aumento della temperatura di lavoro previsto può essere modificato | 45-50% |
Allungamento | 14-17% |










