")
1.2311 鋼條

1.2311 是一種預硬化高強度工具鋼,在硬化和回火狀態下具有易於加工的特性,因此並不總是需要進一步的熱處理。這消除了熱處理的風險、成本和等待時間,並避免了相關的變形甚至開裂的可能性。隨後的 1.2311 組件修改可以很容易地進行。
預硬塑料模具鋼具有良好的可加工性,優於鋼級墊。編號 1.2312,適用於紋理。 1.2311 通常用於塑料模具、塑料模具的模具框架、大型注塑模具、壓鑄模具、接收套筒。
應用:
適用於大中型精密塑料模具。用於熱加工的工具,例如內嵌件和熱應力輔助工具。空化模具、標準模架、SMC 壓縮模具、吹塑模具、PET 瓶坯模具、塑料管道和管道注射模具。
鍛造:
緩慢且均勻地加熱至 1050°C。請勿在 930°C 以下鍛造。鍛造後慢慢冷卻。
退火:
1.2311 應始終在鍛造之後和再硬化之前退火。均勻加熱至 770/790°C。浸泡好,在爐中慢慢冷卻。
硬化:
均勻加熱至 840/870°C,直至完全加熱。在油中淬火。回火:將1.2311工具在選定的回火溫度下均勻加熱,每25毫米總厚度保溫一小時。
壓力緩解
消除加工應力的應力消除應通過加熱至約650°C,保溫1-2小時,然後空冷。執行此操作以減少熱處理期間的變形。
環境溫度下的物理特性彈性模量 [103 x N/mm2]:210
密度[g/cm3]:7.83
熱導率 [W/m.K]:34.0 (100°C)、34.0 (150°C)、33.6 (200°C)、32.9 (250°C)、31.9 (300°C),在淬火和回火條件下。
線性熱膨脹係數 10-6 °C-1
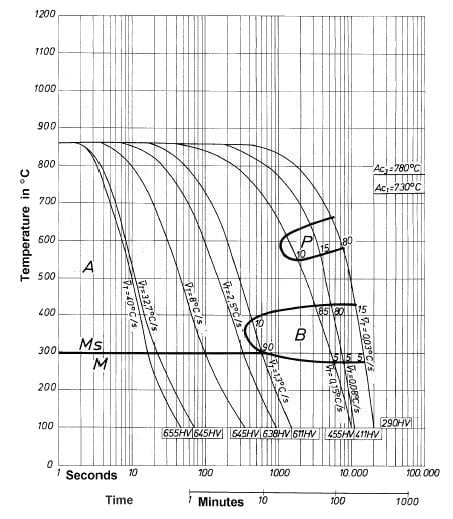
連續冷卻轉換 (CCT) 圖
軟退火
加熱至710-740℃,隨爐緩冷。這將產生 230 的最大布氏硬度。
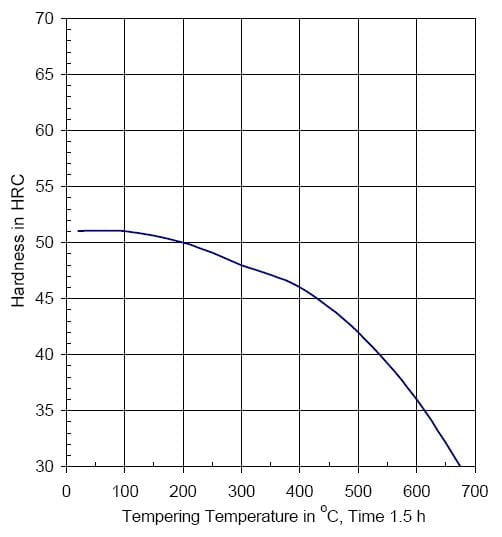
回火溫度 (°C) 與硬度 (HRC)
回火圖
| ||||
C。 | 和。 | 錳。 | 鉻。 | 莫。 |
0.40% | 0.40% | 1.00% | 1.20% | 0.35% |
| 回火 °C | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
心率 | 51 | 50 | 48歲 | 46 | 42 | 36 | 28 |
牛/平方毫米 | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 | 920 |
滲氮:
由預硬化 1.2311 加工而成的模具可以進行氮化處理,以提供非常耐磨和耐腐蝕的堅硬表面。氮化表面也增加了耐腐蝕性。在氨氣中以 525°C 的溫度滲氮後的表面硬度約為 650HV。
溫度 | 時間 | 案例的近似深度 |
525℃ | 20小時 | 0.30毫米 |
525℃ | 30小時 | 0.35毫米 |
525℃ | 60小時 | 0.50毫米 |
步履蹣跚:
在 570°C 下進行的 Tufftriding 將提供大約 700HV 的表面硬度。處理 2 小時後,硬層約為 0.01 毫米
火焰和感應淬火:
1.2311 可以火焰或感應淬火至 50 至 55 HRc 的硬度。在空氣中冷卻是更好的選擇。然而,較小的部件可能需要強製冷卻。硬化後應立即回火。
鍍硬鉻:
鍍硬鉻後,鋼應在 180°C 下回火約 4 小時,以避免氫脆。
表面硬化:
為了保持最大的表面硬度,1.2311 可以進行表面硬化處理。在進行表面硬化之前,應對鋼進行退火。滲碳時,將滲碳粉裝入鑄鐵或耐熱鋼箱中,觀察物品與側面至少有兩英寸的滲碳粉隔開。琵琶蓋子用粘土。加熱至 880°C 的滲碳溫度並浸泡足夠的時間,以提供所需的表面深度。冷卻至 800/820°C 並在油中淬火。然後需要回火。再加熱至 200/300°C 並在空氣中冷卻,最終表面硬度達到洛氏 C55/59
焊接:
首先加熱至約400至500℃。在大約 400 至 500°C 下焊接 .12311 並消除應力。使用鉻鎳鉬合金鹼性焊條焊接結構鋼。也可以使用奧氏體不銹鋼焊條進行焊接。在這種情況下,可以修改規定的升高工作溫度,但焊縫金屬的強度低於母材
| 溫度: | ||
| 20℃ | 200℃ | 400℃ | |
| 密度(公斤/立方米) | 7800 | 7750 | 7700 |
| 熱膨脹係數(從 0°C 開始每 °C) | – | 12.7×10-6 | 13.6×10-6 |
| 熱導率 (J/m.s °C) | 29.0 | 29.5 | 31.0 |
| 比熱 (J/kg °C) | 460 | – | – |
| 彈性模量: | |||
| Kp/mm² | 20 900 | 20 400 | 18 900 |
| 牛/平方毫米 | 205 000 | 200 000 | 185 000 |
| |||
| 車削 | 粗糙的 | 中等的 | 結束 |
| 硬質合金工具 | 車削 | 車削 | 車削 |
| 切深 (t) mm | 分鐘。 10 | 2-10 | 最大限度。 2個 |
| 進給(秒)mm | 毫米 1.0 | 0.3-1.0 | 最大限度。 0.3 |
| ISO加工集團 | P30-P40 | P20- P30 | P10 |
| 切割速度 | 40-60 | 60-100 | 90-160 |
| ||
| 硬質合金工具及 | 粗糙的 | 結束 |
| 高速鋼工具 | 銑削 | 銑削 |
| 切削深度 (t) | 分鐘。 2個 | 最大 2 |
| 進給量(s) mm/齒 | 分鐘。 0.2 | 最大限度。 0.2 |
| ISO加工集團 | P30-P40 | P10-P20 |
| 硬質合金工具: | ||
| 切割速度 (v) 米/分鐘。 | 55-85 | 75-95 |
| 高速鋼工具: | ||
| 切割速度 (v) 米/分鐘。 | 10-20 | 15-30 |
| |
抗拉強度 | 1000-1068 牛/平方毫米 |
屈服應力 | 861-930 牛/平方毫米 |
減少面積 | 45-50% |
伸長 | 14-17% |











