")
1.2311 Thép Mô tả
Thép 1.2311, thép khuôn của Đức, thép được sản xuất theo quy trình “siêu tinh khiết”, làm cứng trước, cho thấy độ tinh khiết cực nhỏ và cấu trúc đồng nhất tuyệt vời, đánh bóng và quang hóa tuyệt vời.
Sau khi xử lý nhiệt, hiệu suất xử lý và đánh bóng tốt, có thể xử lý thấm nitơ, thích hợp cho mạ crôm và xử lý bề mặt khác, độ cứng vật liệu đồng nhất (dày đến 400mm), độ bền tốt, hiệu suất xử lý cơ học tốt. Các cấu trúc vàng là martensite và bainite.
Mô tả thép
- Số thương hiệu trong nước tương ứng: Mô tả thép
- Tương ứng với thương hiệu Nhật Bản số: PDS-3
- Số hiệu tương ứng của Hoa Kỳ: Mô tả thép
- Số thương hiệu Thụy Điển tương ứng: 618
Thanh thép 1.2311

1.2311 là thép công cụ có độ bền kéo cao được tôi trước, cung cấp khả năng gia công sẵn sàng trong điều kiện tôi và tôi, do đó không phải lúc nào cũng cần xử lý nhiệt thêm. Điều này giúp loại bỏ rủi ro, chi phí và thời gian chờ xử lý nhiệt và tránh khả năng biến dạng hoặc thậm chí nứt. Có thể dễ dàng thực hiện các sửa đổi thành phần 1.2311 tiếp theo.
Thép làm khuôn bằng nhựa đã được tôi luyện trước với khả năng gia công tốt, tốt hơn so với loại thép Mat. Số 1.2312, phù hợp với kết cấu. 1.2311 thường được sử dụng trên khuôn nhựa, khung khuôn cho khuôn nhựa, khuôn ép lớn, khuôn đúc áp lực, tay áo nhận.
Các ứng dụng :
Thích hợp cho khuôn nhựa lớn hoặc trung bình và chính xác. Các dụng cụ để gia công nóng như các miếng đệm xen kẽ và các dụng cụ phụ trợ chịu ứng suất nhiệt. Khuôn tạo bọt, Đế khuôn tiêu chuẩn, Khuôn nén cho SMC, khuôn thổi, khuôn phôi vật nuôi, khuôn ép ống nhựa & ống nước.
rèn:
Đun nóng từ từ và đều đến 1050°C. Không rèn dưới 930°C. Sau khi rèn nguội từ từ.
ủ:
1.2311 phải luôn được ủ sau khi rèn và trước khi tôi lại. Làm nóng đồng đều đến 770/790°C. Ngâm kỹ và làm nguội từ từ trong lò.
Làm cứng:
Đun nóng đồng đều đến 840/870°C cho đến khi nóng qua. Làm nguội trong dầu. Ủ:Làm nóng đều dụng cụ 1.2311 ở nhiệt độ tôi đã chọn và giữ nhiệt trong một giờ trên 25 milimét tổng độ dày.
Giảm căng thẳng
Giảm ứng suất để loại bỏ ứng suất gia công nên được thực hiện bằng cách nung nóng đến xấp xỉ. 650°C, giữ nhiệt trong 1-2 giờ, sau đó làm mát bằng không khí. Hoạt động này được thực hiện để giảm biến dạng trong quá trình xử lý nhiệt.
Tính chất vật lý ở nhiệt độ môi trường Mô đun đàn hồi [103 x N/mm2]: 210
Mật độ [g/cm3]: 7,83
Độ dẫn nhiệt [W/m.K]: 34,0 (100°C), 34,0 (150°C), 33,6 (200°C), 32,9 (250°C), 31,9 (300°C), ở điều kiện tôi và tôi.
Hệ số giãn nở nhiệt tuyến tính 10-6 °C-1
Sơ đồ chuyển đổi làm mát liên tục (CCT)
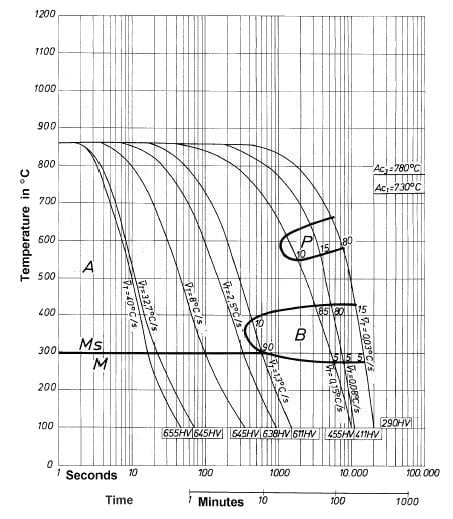
Gia nhiệt đồng đều đến 770/790 ° C
Đun nóng đến 710-740°C, làm nguội từ từ trong lò. Điều này sẽ tạo ra độ cứng Brinell tối đa là 230.
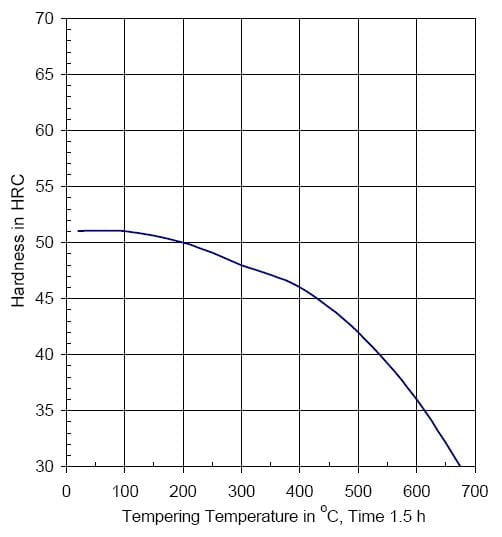
Nhiệt độ ủ (°C) so với Độ cứng (HRC)
Sơ đồ ủ
| ||||
C. | Và. | Mn. | Cr. | Mo. |
0.40% | 0.40% | 1,00% | 1,20% | 0.35% |
| Sơ đồ ủ | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
HRc | 51 | 50 | 48 | 46 | 42 | 36 | 28 |
Sơ đồ ủ | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 | 920 |
thấm nitơ:
Các khuôn được gia công từ 1.2311 đã được làm cứng trước có thể được thấm nitơ để tạo ra một bề mặt cứng có khả năng chống mài mòn và xói mòn cao. Bề mặt thấm nitơ cũng làm tăng khả năng chống ăn mòn. Độ cứng bề mặt sau khi thấm nitơ ở nhiệt độ 525°C trong khí amoniac sẽ xấp xỉ 650HV.
Nhiệt độ | Thời gian | Sơ đồ ủ |
525°C | 20 giờ | 0.30mm |
525°C | 30 giờ | 0.35mm |
525°C | 60 giờ | 0.50mm |
Cưỡi ngựa:
Tufftriding ở 570°C sẽ cho độ cứng bề mặt xấp xỉ 700HV. Sau 2 giờ xử lý, lớp cứng sẽ còn khoảng 0,01mm
Làm cứng ngọn lửa và cảm ứng:
1.2311 có thể được làm cứng bằng ngọn lửa hoặc cảm ứng đến độ cứng từ 50 đến 55 HRc. Làm mát trong không khí là một lựa chọn tốt hơn. Tuy nhiên, các mảnh nhỏ hơn có thể yêu cầu làm mát cưỡng bức. Quá trình làm cứng nên được thực hiện ngay sau quá trình ủ.
Mạ Crom cứng:
Sau khi mạ crom cứng, thép phải được ủ trong khoảng 4 giờ ở 180°C, để tránh giòn do hydro.
Trường hợp cứng:
Để duy trì độ cứng bề mặt tối đa 1.2311 có thể được tôi cứng. Trước khi tiến hành làm cứng vỏ, thép phải được ủ. Để thấm cacbon, hãy đóng gói bột cacbon vào một hộp gang hoặc thép chịu nhiệt và đảm bảo rằng các vật phẩm được cách các mặt của bột cacbon ít nhất 2 inch. Lute nắp với fireclay. Làm nóng đến nhiệt độ thấm cacbon là 880°C và ngâm trong thời gian đủ để tạo ra độ sâu yêu cầu của vỏ. Làm nguội đến 800/820°C và làm nguội trong dầu. Nhiệt độ sau đó sẽ là cần thiết. Làm nóng lại đến 200/300°C và để nguội trong không khí để tạo ra độ cứng bề mặt cuối cùng của Rockwell C55/59
hàn:
Đầu tiên làm nóng đến khoảng 400 đến 500°C. Hàn .12311 ở khoảng 400 đến 500°C và giảm căng thẳng. Sử dụng các điện cực cơ bản hợp kim Chromium-Niken-Molypden để hàn thép kết cấu. Hàn cũng có thể được thực hiện bằng điện cực thép không gỉ austenit. Trong trường hợp này, nhiệt độ làm việc tăng theo quy định có thể được sửa đổi, nhưng kim loại mối hàn có độ bền thấp hơn vật liệu gốc
| Nhiệt độ: | ||
| 20°C | 200°C | 400°C | |
| Tỷ trọng (Kg/m³) | 7800 | 7750 | 7700 |
| Hệ số giãn nở nhiệt (trên mỗi °C từ 0°C) | - | 12,7×10-6 | 13,6×10-6 |
| Độ dẫn nhiệt (J/m.s °C) | 29,0 | 29,5 | 31,0 |
| Nhiệt dung riêng (J/kg °C) | 460 | - | - |
| Mô đun đàn hồi: | |||
| Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | 20 900 | 20 400 | 18 900 |
| Sơ đồ ủ | 205 000 | 200 000 | 185 000 |
| |||
| Quay | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Trung bình | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho |
| Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Quay | Quay | Quay |
| Chiều sâu cắt (t) mm | tối thiểu 10 | 2-10 | tối đa 2 |
| Thức ăn (s) mm | mm 1.0 | 0.3-1.0 | tối đa 0,3 |
| Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Mô tả thép- P30 | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho |
| Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | 40-60 | 60-100 | 90-160 |
| ||
| Công cụ cacbua & | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho |
| Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Phay | Phay |
| Chiều sâu cắt (t) | tối thiểu 2 | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho |
| Thức ăn (s) mm / răng | tối thiểu 0,2 | tối đa 0,2 |
| Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho |
| Công cụ cacbua: | ||
| Tốc độ cắt (v) m/phút. | 55-85 | 75-95 |
| Công cụ thép tốc độ cao: | ||
| Tốc độ cắt (v) m/phút. | 10-20 | 15-30 |
| |
Sức căng | 1000-1068 N/mm² |
năng suất căng thẳng | 861-930 N/mm² |
Sử dụng các điện cực cơ bản hợp kim Crom-Niken-Molypden cho | 45-50% |
Kéo dài | 14-17% |










